一种精密平面轴承表面质量检测设备的制作方法
本技术属于轴承外观检测,具体涉及一种精密平面轴承表面质量检测设备。
背景技术:
1、随着轴承检测技术发展,用户对轴承的外表面外观质量要求越来越高,要求轴承平面光泽,无锈斑和损伤,倒角无过大和过小,外径面无黑皮和锈斑等各项外观质量指标。
2、现有的轴承为连线生产,因轴承生产过程各道工序中一些设备加工和材料等因素,造成轴承外观质量有缺陷,易引起客户抱怨甚至退货。
3、现有轴承的外观检验由人工完成,即轴承被平整地铺在检验台上,人工肉眼检测轴承平面外观;用手逐个翻转轴承,人工肉眼检测轴承另一平面外观;再用手将轴承逐个叠加在一起,推动轴承组在检验台转动,人工肉眼检测轴承外径面外观。这种手工的轴承外观检验方式,增加了员工的劳动强度,检测质量不稳定。
4、因此,针对上述问题,予以进一步改进。
技术实现思路
1、本实用新型的主要目的在于提供一种精密平面轴承表面质量检测设备,其通过正面检测单元自动对轴承的正面进行缺陷检测,然后剔除不合格产品,并且经过翻转单元将轴承反面后通过反面检测单元对轴承的反面进行缺陷检测,并且剔除不合格产品,其具有自动化程度高、结构稳定和效率高等优点。
2、为达到以上目的,本实用新型提供一种精密平面轴承表面质量检测设备,包括控制箱体和检测模块,所述检测模块安装于所述控制箱体并且所述检测模块包括正面检测单元、翻转单元和反面检测单元,其中:
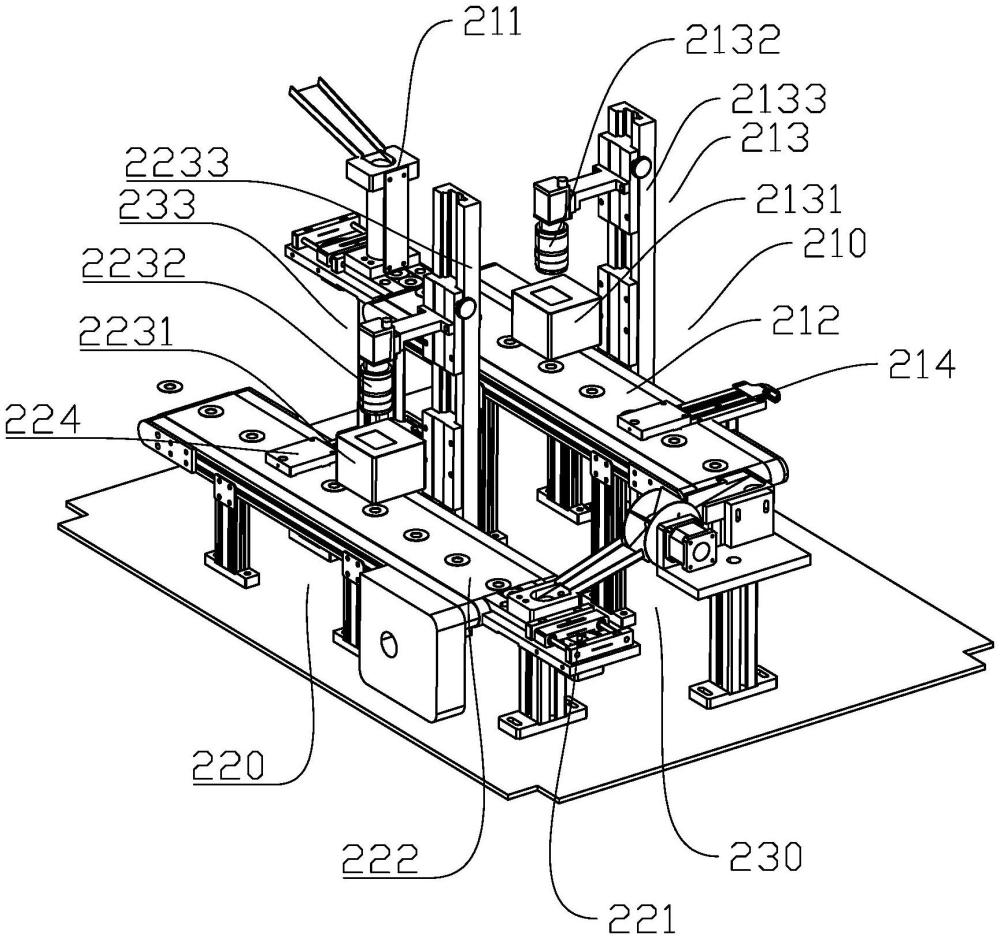
3、所述正面检测单元包括第一送料结构、第一传送结构、第一外观检测结构和第一吹料结构,所述第一送料结构安装于所述第一传送结构的输入端,所述第一外观检测结构和所述第一吹料结构均位于所述第一传送结构的输入端和输出端之间并且所述第一外观检测结构位于所述送料结构和所述第一吹料结构之间;
4、所述反面检测单元包括第二送料结构、第二传送结构、第二外观检测结构和第二吹料结构,所述第二送料结构安装于所述第二传送结构的输入端,所述第二外观检测结构和所述第二吹料结构均位于所述第二传送结构的输入端和输出端之间并且所述第二外观检测结构位于所述第二送料结构和所述第二吹料结构之间;
5、所述翻转单元的输入端靠近所述第一传送结构的输出端并且所述翻转单元的输出端靠近所述第二传送结构的输入端,所述翻转单元包括翻转电机、进料槽、出料槽和翻转叶片,所述翻转叶片安装于所述翻转电机的驱动端,所述进料槽安装于所述第一传送结构和所述翻转叶片之间并且所述出料槽安装于所述第二传送结构和所述翻转叶片之间(从第一传送结构的正面合格的轴承从进料槽落入,以达到翻转叶片,然后翻转电机驱动使得翻转叶片转动,当从正面朝上翻转到反面朝上时落入出料槽)。
6、作为上述技术方案的进一步优选的技术方案,所述第一送料结构包括第一送料座、第一送料端、第一送料筒、第一送料轨道、第一送料电机、第一送料转块和第一送料推块,其中:
7、所述第一送料轨道、所述第一送料电机和所述第一送料推块均安装于所述第一送料座;
8、所述第一送料端位于所述第一送料筒的入口处(顶端)并且所述第一送料筒的出口处(底端)安装于所述第一送料轨道,所述第一送料转块安装于所述第一送料电机的驱动端并且所述第一送料转块和所述第一送料推块连接(待正面检测的轴承通过第一送料端落入第一送料筒,然后从第一送料筒中落入到第一送料轨道,此时第一送料电机驱动,以使得第一送料转快转动一定角度,进而带动第一送料推块沿着直杆向第一传送结构移动,安装于第一送料推块的推片将轴承向前推送一个工位,进而最靠近于第一传送结构的轴承受到推力进入到第一传送结构);
9、所述第二送料结构包括第二送料座、第二送料筒、第二送料轨道、第二送料电机、第二送料转块和第二送料推块,其中:
10、所述第二送料轨道、所述第二送料电机和所述第二送料推块均安装于所述第二送料座;
11、所述出料槽位于所述第二送料筒的入口处(顶端)并且所述第二送料筒的出口处(底端)安装于所述第二送料轨道,所述第二送料转块安装于所述第二送料电机的驱动端并且所述第二送料转块和所述第二送料推块连接(待反面检测的轴承通过出料槽落入第二送料筒,然后从第二送料筒中落入到第二送料轨道,此时第二送料电机驱动,以使得第二送料转快转动一定角度,进而带动第二送料推块沿着直杆向第二传送结构移动,安装于第二送料推块的推片将轴承向前推送一个工位,进而最靠近于第二传送结构的轴承受到推力进入到第二传送结构)。
12、作为上述技术方案的进一步优选的技术方案,所述第一外观检测结构包括第一光源、第一摄像头和第一检测支架,所述第一光源和所述第一摄像头均固定安装于所述第一检测支架并且所述第一光源位于所述第一摄像头和所述第一传送结构之间(位于第一传送结构上轴承受到传送带作用移动到第一光源下方,此时第一摄像头对轴承进行拍摄,进而将拍摄数据传输到控制箱体分析,以判断轴承的正面是否出现缺陷等);
13、所述第二外观检测结构包括第二光源、第二摄像头和第二检测支架,所述第二光源和所述第二摄像头均固定安装于所述第二检测支架并且所述第二光源位于所述第二摄像头和所述第二传送结构之间(位于第二传送结构上轴承受到传送带作用移动到第二光源下方,此时第二摄像头对轴承进行拍摄,进而将拍摄数据传输到控制箱体分析,以判断轴承的反面是否出现缺陷等)。
14、作为上述技术方案的进一步优选的技术方案,所述第一吹料结构包括第一吹料座、第一吹料轨道和第一吹料支架,所述第一吹料座安装于所述第一吹料轨道并且所述第一吹料轨道远离所述第一吹料座的一侧安装于所述第一吹料支架,所述第一吹料座设有第一进气孔(当判断轴承的正面不合格有缺陷时,该轴承移动到第一吹料座时,第一进气孔通入气体,以使得该轴承受到吹气从第一吹料轨道出去,以剔除正面不合格的轴承);
15、所述第二吹料结构包括第二吹料座、第二吹料轨道和第二吹料支架,所述第二吹料座安装于所述第二吹料轨道并且所述第二吹料轨道远离所述第二吹料座的一侧安装于所述第二吹料支架,所述第二吹料座设有第二进气孔(当判断轴承的反面不合格有缺陷时,该轴承移动到第二吹料座时,第二进气孔通入气体,以使得该轴承受到吹气从第二吹料轨道出去,以剔除反面不合格的轴承)。
技术特征:
1.一种精密平面轴承表面质量检测设备,其特征在于,包括控制箱体和检测模块,所述检测模块安装于所述控制箱体并且所述检测模块包括正面检测单元、翻转单元和反面检测单元,其中:
2.根据权利要求1所述的一种精密平面轴承表面质量检测设备,其特征在于,所述第一送料结构包括第一送料座、第一送料端、第一送料筒、第一送料轨道、第一送料电机、第一送料转块和第一送料推块,其中:
3.根据权利要求2所述的一种精密平面轴承表面质量检测设备,其特征在于,所述第一外观检测结构包括第一光源、第一摄像头和第一检测支架,所述第一光源和所述第一摄像头均固定安装于所述第一检测支架并且所述第一光源位于所述第一摄像头和所述第一传送结构之间;
4.根据权利要求3所述的一种精密平面轴承表面质量检测设备,其特征在于,所述第一吹料结构包括第一吹料座、第一吹料轨道和第一吹料支架,所述第一吹料座安装于所述第一吹料轨道并且所述第一吹料轨道远离所述第一吹料座的一侧安装于所述第一吹料支架,所述第一吹料座设有第一进气孔;
技术总结
本技术公开了一种精密平面轴承表面质量检测设备,包括控制箱体和检测模块,所述检测模块安装于所述控制箱体并且所述检测模块包括正面检测单元、翻转单元和反面检测单元,所述正面检测单元包括第一送料结构、第一传送结构、第一外观检测结构和第一吹料结构,所述第一送料结构安装于所述第一传送结构的输入端。本技术公开的一种精密平面轴承表面质量检测设备,其通过正面检测单元自动对轴承的正面进行缺陷检测,然后剔除不合格产品,并且经过翻转单元将轴承反面后通过反面检测单元对轴承的反面进行缺陷检测,并且剔除不合格产品。
技术研发人员:王涛,李胜君,严树强
受保护的技术使用者:嘉兴市大宇机电有限公司
技术研发日:20230522
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!