一种大型化湿式磁选机筒体的制作方法
本技术属于湿式磁选机,具体地说,涉及一种大型化湿式磁选机筒体。
背景技术:
1、磁选机广泛应用于金属矿山、非金属除铁等行业,筒体是磁选机设备的不可或缺的核心部件。尤其在设备大型化发展趋势的推动下,大型的磁选筒体的加工成本和制作方法越来越受到重视,尤其是较高精度的大型筒体尤为的凸显重要。筒体的精度直接影响了筒体外表面(筒表)与磁系外表面(磁表)的距离,从而影响磁场强度,进而影响了磁系成本(磁材的用量)。
2、目前磁选机筒体的制作工艺与结构,例如cn202011142859.8磁选机筒体或cn201811177559.6一种磁选机筒体与法兰焊接工装。大部分均包括了筒体和法兰部件。具体实际安装时,存在以下问题:
3、目前湿式磁选机筒体方案:
4、缺点一、筒皮卷制后圆度误差较大再与法兰(法兰上无卡槽)焊接,焊接会受热变形。所以筒体要整体加工,保证法兰内径与筒皮的同心(同轴度)以及长度尺寸。整体加工将会,导致人工成本和时间成本的浪费。尤其是大型化的筒体,找到配套的加工设备进行加工十分困难,成本也将十分昂贵。
5、缺点二、筒皮卷制而成,筒体的圆度和圆柱度完全受制于卷制设备的性能,误差较大。即使卷制完成后进行人工敲击修正,但没有固定半环的固定和加强筋板的加强固定,在后期运转和应力的释放过程中,存在较大的变形、导致产生圆度和圆柱度上的误差。存在(试机和使用后)筒体与磁系干涉风险,导致设备无法正常工作。
6、缺点三、在设备大型化后,与矿浆接触的面积和时间均成倍增加,防水措施必须升级更新,再使用原来的一层橡胶垫圈保护,漏水的风险将较大。
7、缺点四、由于筒体的精度问题,导致筒表到磁表的距离较大,磁系成本较高,高场强磁系成本占到整机成本的60%-70%。
8、有鉴于此特提出本实用新型。
技术实现思路
1、为解决上述技术问题,本实用新型采用技术方案的基本构思是:
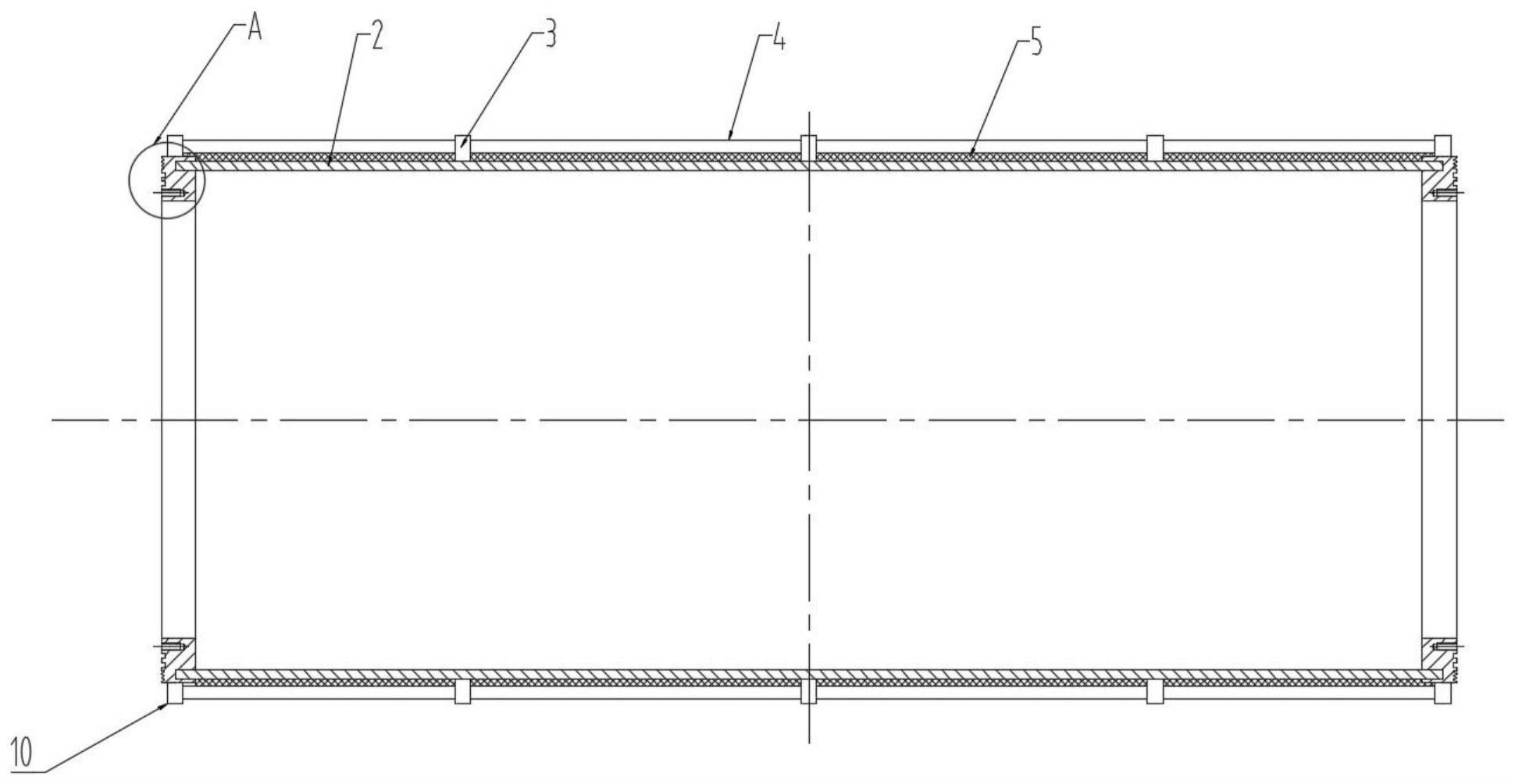
2、一种大型化湿式磁选机筒体,包括筒皮、法兰、固定半环和耐磨层,所述法兰相对筒皮的一侧开设有卡槽,所述卡槽适于筒皮安装;在法兰上增设卡槽,此卡槽车削加工而成可保证精度。筒体的筒皮装配进卡槽,可确保筒皮在此处的直径尺寸和圆度的精度。
3、所述筒皮的两端均安装有法兰,所述筒皮上粘接有耐磨层,所述耐磨层的两端分别开设有阶梯面,所述耐磨层分别与筒皮、法兰和固定半环相连接;
4、所述固定半环成对设置有两组且相互抵接安装在筒皮的外侧;
5、所述法兰背对筒皮的一侧开设有凹凸槽、安装槽和定位螺孔,且所述凹凸槽、安装槽和定位螺孔由外向内对称设置;
6、所述凹凸槽外适于安装连接件一,所述安装槽外适于安装有连接件二,所述定位螺孔内适于安装连接件三。所述定位螺孔与连接件三之间适于填充密封胶水进行闭合。
7、固定半环使用激光下料,上下二件半环合起来为整环,整环内径尺寸和筒皮的外径尺寸相同。激光下料可保证固定半环合起来整环的精度(误差在0.5mm以下)。将固定半环卡到筒体筒皮上,确保筒皮此处的尺寸和圆度精度。以此方法,保证其它处的筒皮精度。以此制作出的筒体,可保证筒体的法兰精度(不用整体加工法兰),筒体筒皮直径尺寸和圆度均能保证,同时还能保证法兰与筒皮的同轴度。
8、筒皮为不锈钢材质,通过卷弯机将算好的尺寸的长方形薄板,卷制而成。一般卷制的筒皮不能保证精度,误差一般在0-5mm,误差较大。
9、本实用新型采用的使用本案的法兰的端面密封结构,形成三道防水措施,降底筒体进水的风险。
10、具体方法:
11、橡胶垫圈与法兰上凸凹槽安装形成成第一道防水密封;
12、再使用“o”型圈与法兰上安装槽进行安装,形成第二道防水;
13、最后使用螺栓与盲孔螺纹设计+密封胶水,形成最后第三道防水。
14、上述,橡胶垫圈为耐磨橡胶,在螺栓拧紧受端盖压力后均会受力变形,将筒体法兰端面和端盖上不规则的凹凸槽的可能漏水的地方,填充完整,形成致密的防水层。
15、在更进一步的技术方案中,所述固定半环设置有多组且等间距安装在筒皮上。
16、在更进一步的技术方案中,所述法兰外适于安装端盖,所述连接件三包括定位螺栓,所述端盖与法兰之间通过安装定位螺栓通过安装在定位螺孔旋转锁紧。
17、在更进一步的技术方案中,所述连接件一包括橡胶垫圈,所述连接件二包括o型圈,所述法兰和端盖之间适于安装橡胶垫圈和o型圈,所述橡胶垫圈适于安装在凹凸槽内,所述o型圈适于安装在安装槽内。
18、在更进一步的技术方案中,所述法兰上安装有定位半环,所述定位半环设置有两组且成套安装在法兰上。
19、在更进一步的技术方案中,所述固定半环和定位半环之间安装有加强筋板,所述相邻的固定半环之间也安装有加强筋板,所述加强筋板适于向下固定在耐磨层上。
20、在更进一步的技术方案中,所述卡槽的直径包括直径一和直径二,且直径一与直径二的差值为卡槽的槽高度的2倍;
21、所述直径二比筒皮内径小0.5mm,所述直径一笔筒皮的外径大0.5mm。
22、有益效果:
23、本实用新型制作出较高精度的大型筒体,不需要再次加工,节省时间和加工成本。
24、法兰具备卡槽和凹凸槽设计,筒体设置有固定半环和加强筋板,来保证筒皮圆度和圆柱度。稳定较好筒皮圆度和圆柱度可减小与磁系表面(磁表)的间隙,这样设计相同场强时比原先设计可降低磁材用量从而降低成本。
25、设置多层防水密封的措施,大大降低了筒体进水导致磁系损坏的风险。
26、筒皮与法兰焊接后整体加工法兰内径尺寸和外端面,确保与筒皮的同心与长度尺寸。
27、增设的固定半环和加强筋板起到保护耐磨层避免刮蹭风险,尤其是在工作中为了得到较好尾矿指标从而调整使用较小的工作间隙时的保护筒体耐磨层的作用。
技术特征:
1.一种大型化湿式磁选机筒体,其特征在于,包括筒皮(2)、法兰(1)、固定半环(3)和耐磨层(5),所述法兰(1)相对筒皮(2)的一侧开设有卡槽,所述卡槽适于筒皮(2)安装;
2.根据权利要求1所述的一种大型化湿式磁选机筒体,其特征在于,所述固定半环(3)设置有多组且等间距安装在筒皮(2)上。
3.根据权利要求1所述的一种大型化湿式磁选机筒体,其特征在于,所述法兰(1)外适于安装端盖(8),所述连接件三包括定位螺栓(9),所述端盖(8)与法兰(1)之间通过安装定位螺栓(9)通过安装在定位螺孔(13)旋转锁紧。
4.根据权利要求3所述的一种大型化湿式磁选机筒体,其特征在于,所述连接件一包括橡胶垫圈(7),所述连接件二包括o型圈(6),所述法兰(1)和端盖(8)之间适于安装橡胶垫圈(7)和o型圈(6),所述橡胶垫圈(7)适于安装在凹凸槽(11)内,所述o型圈(6)适于安装在安装槽(12)内。
5.根据权利要求1所述的一种大型化湿式磁选机筒体,其特征在于,所述法兰(1)上安装有定位半环(10),所述定位半环(10)设置有两组且成套安装在法兰(1)上。
6.根据权利要求5所述的一种大型化湿式磁选机筒体,其特征在于,所述固定半环(3)和定位半环(10)之间安装有加强筋板(4),相邻的所述固定半环(3)之间也安装有加强筋板(4),所述加强筋板(4)适于向下固定在耐磨层(5)上。
7.根据权利要求1所述的一种大型化湿式磁选机筒体,其特征在于,所述卡槽的直径包括直径一和直径二,且直径一与直径二的差值为卡槽的槽高度的2倍;
技术总结
本技术公开了一种大型化湿式磁选机筒体,属于湿式磁选机技术领域;包括筒皮、法兰、固定半环和耐磨层,法兰相对筒皮的一侧开设有卡槽;筒皮的两端均安装有法兰,筒皮上粘接有耐磨层,耐磨层的两端分别开设有阶梯面,耐磨层分别与筒皮、法兰和固定半环相连接;固定半环成对设置有两组且相互抵接安装在筒皮的外侧;法兰背对筒皮的一侧开设有凹凸槽、安装槽和定位螺孔,且凹凸槽、安装槽和定位螺孔由外向内对称设置;凹凸槽外适于安装连接件一,安装槽外适于安装有连接件二,定位螺孔内适于安装连接件三。本技术解决了筒体端部漏水问题且保证了筒皮加工的同轴度的安装。
技术研发人员:桂致成,韩呈,徐海阳,吴金销,张康,余洋洋
受保护的技术使用者:中钢天源安徽智能装备股份有限公司
技术研发日:20230612
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!