一种真空吸附剔除装置及剔除设备的制作方法
本申请涉及产品在线检测,具体地涉及一种真空吸附剔除装置及剔除设备。
背景技术:
1、目前自动化行业内正对输送线上多道产品进行在线检测,并且对检测不合格的产品进行剔除,使用真空吸附的剔除装置较多,真空吸附的剔除装置的结构是采用真空吸盘配合机械臂或者三坐标机构,将不合格产品重输送带上吸附移到排料带上剔除,针对皮带上多道,速度较快的产线,往往需要多台这种机构组成,导致设备成本和维护时间增加。
技术实现思路
1、为克服上述缺点,本申请的目的在于:提供一种真空吸附剔除装置及剔除设备,可以快速且精准的剔除不良品。
2、为了达到以上目的,本申请采用如下技术方案:
3、一种真空吸附剔除装置,所述真空吸附剔除装置应用于高速生产线上,该真空吸附剔除装置包括:
4、空心轴,所述空心轴的内部沿其轴线被分隔为至少一个空腔,所述空心轴上配置有多个通孔,
5、滚筒,套设在所述空心轴上,并相对所述空心轴转动,所述滚筒上配置有数个穿孔,
6、出料带,设置在所述滚筒相对产品运输方向的一侧,用于运输不良品,
7、其中,每个所述空腔通过隔板分隔形成沿周向分布的多个气室,其中至少包括
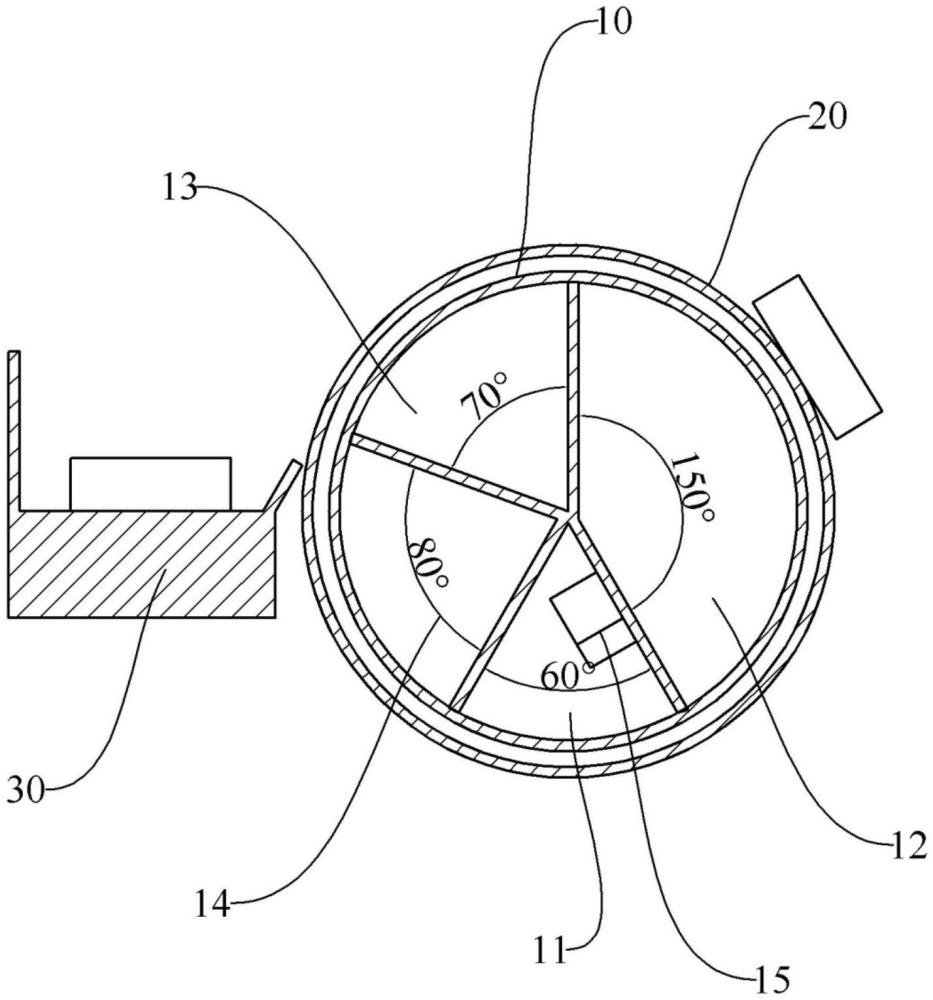
8、可变气室,所述可变气室分布在所述空心轴的最低点的两侧,所述可变气室内配置有使所述可变气室处于负压或常压状态的控制阀,当所述可变气室处于负压状态时,会通过所述穿孔产生吸力吸附不良品,
9、正压气室,所述正压气室分布在所述空腔相对产品运输方向的一侧,且远离所述空心轴的最高点和最低点,所述正压气室通入正压,用于吹落吸附在滚筒上的不良品。
10、在一实施方式中,所述可变气室与正压气室相对产品运输方向的连接处配置有常压气室。
11、进一步地,所述可变气室与正压气室对应产品运输方向连接处配置有负压气室。
12、进一步地,所述可变气室对应隔板围城的角度为50°-70°,所述负压气室对应隔板围城的角度为145°-155°,所述正压气室对应隔板围城的角度为68°-73°,所述常压气室对应隔板围城的角度为77°-82°。
13、在一实施方式中,所述通孔的孔径大于等于穿孔的孔径。
14、在一实施方式中,相邻两个所述气室的边界处与滚筒内壁之间配置有密封垫。
15、在一实施方式中,所述空心轴的内部沿其轴线被均匀的分隔为多个空腔,相邻两个所述空腔的边界处与滚筒内壁之间配置有密封圈。
16、在一实施方式中,所述正压与负压气室内均配置有电磁阀。
17、在一实施方式中,所述滚筒的两端通过轴承与空心轴转动连接。
18、本申请还提供了一种剔除设备,该剔除设备包括
19、传送带,用于传送产品;
20、检测设备,设置在传送带上用于采集产品图像检测;
21、如上述所述的真空吸附剔除装置,设置在所述传送带上,其中,检测设备与控制阀电连接,所述控制阀用于在基于所述检测设备测出不良品的情况下,控制所述真空吸附剔除装置吸附所述不良品。
22、有益效果
23、本申请通过可变气室处于负压状态吸附不良品,在正压气室时吹落不良品,从而完成对不良品的剔除,本申请提供的真空吸附剔除装置不仅结构简单、成本低廉而且可以快速且精准的剔除不良品,提高剔除效率。
技术特征:
1.一种真空吸附剔除装置,所述真空吸附剔除装置应用于高速生产线上,其特征在于,包括:
2.根据权利要求1所述的一种真空吸附剔除装置,其特征在于,
3.根据权利要求2所述的一种真空吸附剔除装置,其特征在于,
4.根据权利要求3所述的一种真空吸附剔除装置,其特征在于,
5.根据权利要求1所述的一种真空吸附剔除装置,其特征在于,
6.根据权利要求1所述的一种真空吸附剔除装置,其特征在于,
7.根据权利要求1所述的一种真空吸附剔除装置,其特征在于,
8.根据权利要求1所述的一种真空吸附剔除装置,其特征在于,
9.根据权利要求1所述的一种真空吸附剔除装置,其特征在于,
10.一种剔除设备,其特征杂在于,包括
技术总结
本申请公开一种真空吸附剔除装置及剔除设备,该装置包括空心轴,空心轴的内部沿其轴线被分隔为至少一个空腔,空心轴上配置有多个通孔,空心轴套设有滚筒并相对其转动,滚筒上配置有数个穿孔,滚筒相对产品运输方向的一侧设置有出料带,每个空腔分隔形成沿周向分布的多个气室,其中至少包括可变气室和正压气室,可变气室分布在空腔的最低点的两侧,可变气室内配置有使可变气室处于负压或常压状态的控制阀,当可变气室处于负压状态时,会通过穿孔产生吸力吸附不良品,正压气室分布在空腔相对产品运输方向的一侧用于吹落吸附在滚筒上的不良品,本申请提供的真空吸附剔除装置不仅结构简单、成本低廉而且可以快速且精准的剔除不良品,提高剔除效率。
技术研发人员:张翔,陆恺恺
受保护的技术使用者:苏州西斯派克检测科技有限公司
技术研发日:20230731
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!