机械化自动上下料检测装置的制作方法
本技术涉及检测设备,尤其涉及机械化自动上下料检测装置。
背景技术:
1、随着自动化程度的不断提高,很多设备的检测,一般能够通过机械爪实现物料的抓取进行检测,检测后在通过机械爪进行释放,由此实现节省人力,提高效率的作用。
2、但是就目前的检测设备的自动分拣方式,前期还是需要人工麻烦带检测设备,通常为人工将满剁的料盘放置在料盘上料区,然后分盘器进行分盘到料盘下一个工位,在通过机械爪实现分拣,此过程还是需要人工进行堆放,需要码放稳定,防止在机械爪抓取时造成倾倒,在效率和安全方面还是存在一定的改进空间。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的机械化自动上下料检测装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
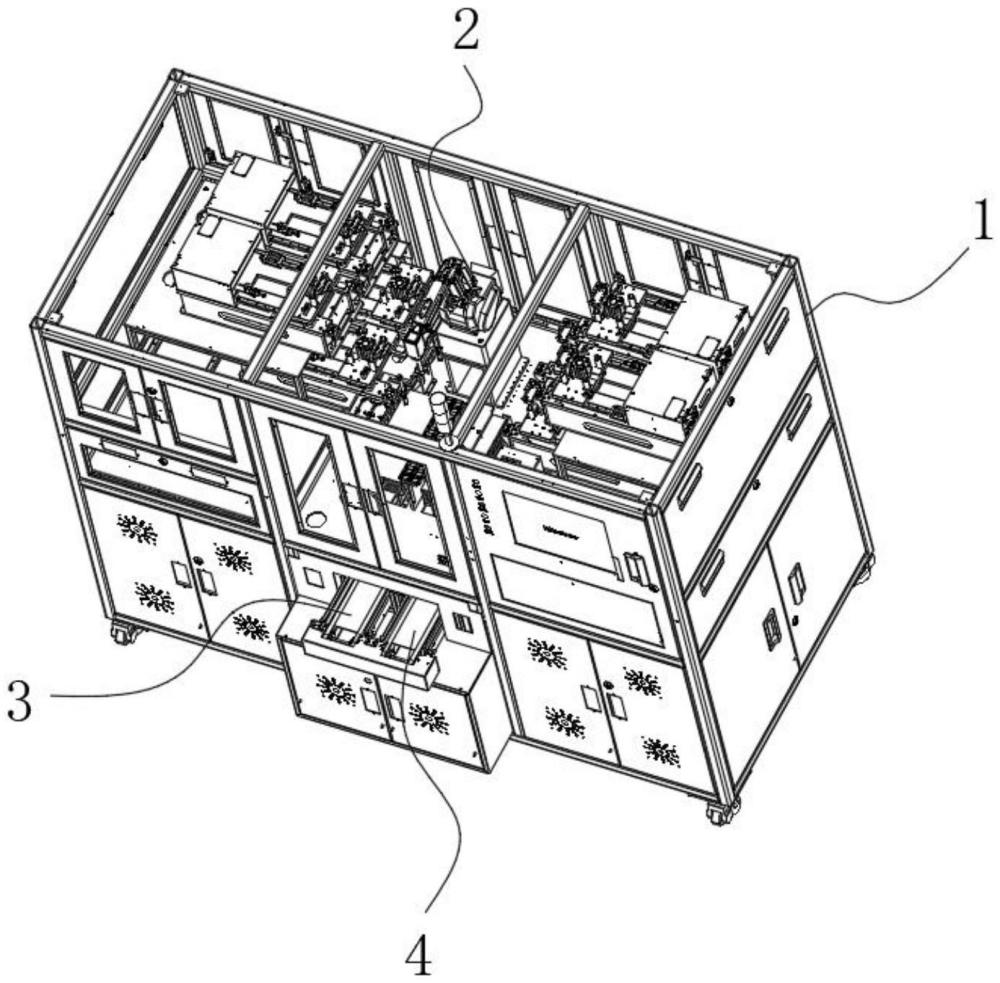
3、机械化自动上下料检测装置,包括检测设备箱本体,所述检测设备箱本体的内部固定有安装架,且安装架上安装有机械分拣爪,所述检测设备箱本体的外壁前端开设有开口,所述开口处安装有位于检测设备箱本体内部的送料输送机构和出料输送机构,所述安装架上设置有通过上料盘区和下料盘区,所述安装架上安装有驱动上料盘区和下料盘区升降的顶升机构,所述上料盘区和下料盘区之间设置有不良品放置区。
4、作为本实用新型的进一步方案,所述顶升机构包括固定在安装架上的顶升电机,所述顶升电机的输出轴固定有顶升丝杆,所述顶升丝杆上安装有适配块,其适配块通过顶杆分别固定上料盘区和下料盘区。
5、作为本实用新型的进一步方案,所述送料输送机构和出料输送机构均包括固定在安装架上的输送架,所述输送架设置有两个输送辊,两个所述输送辊连接有同一个输送带,其中一个所述输送辊通过固定在输送架上的输送电机驱动,所述送料输送机构和出料输送机构的输送带均设置为半截结构,所述上料盘区和下料盘区均设置在半截区位置,通过上述结构的设置,以半截输送带的形式,能够保证上料盘区和下料盘区能够自由的上下移动,并保证物料被输送至料盘上。
6、作为本实用新型的进一步方案,所述检测设备箱本体的内部设置有对上料盘区和下料盘区进行定位的定位机构,所述定位机构包括围着上料盘区和下料盘区的四个定位架,所述定位架外壁和不良品放置区的外壁两侧均固定有推动电机,通过推动电机的工作,确保上料盘区和下料盘区被定位。
7、作为本实用新型的进一步方案,所述检测设备箱本体内的安装架上固定有安装座,所述机械分拣爪的输出端固定有双吸嘴取料组件。
8、本实用新型的有益效果为:
9、本实用新型:将待检测的物件放置在送料输送机构上,系统自动控制送料输送机构工作,使得在输送带上移动,直至移动至上料盘区上,通过顶升电机驱动顶升丝杆工作,使得上料盘区上移,然后系统自动控制机械分拣爪带动双吸嘴取料组件吸住物料,带动物料至检测设备箱本体的内部的检测装置进行检测,检测后判断是否合格,合格后通过控制机械分拣爪带动双吸嘴取料组件释放物料支下料盘区上,通过输送带将其输送至检测设备箱的外部,其不合格产品通过控制机械分拣爪带动双吸嘴取料组件将物料置于不良品放置区内,通过上述设备,提高生产效率,自动化流水线可以通过自动化技术来完成大部分重复性工作,从而提高生产效率,减少生产停滞时间和人工干预,提高生产效率。
10、本实用新型:通过上述设计,保证生产安全:自动化设备可以在不需要人工操作的情况下运行,减少了工人接触危险区域和受伤的可能性,自动化设备可以精确地控制生产过程,减少了生产过程中可能出现的意外和损失。
技术特征:
1.机械化自动上下料检测装置,包括检测设备箱本体(1),其特征在于,所述检测设备箱本体(1)的内部固定有安装架,且安装架上安装有机械分拣爪(2),所述检测设备箱本体(1)的外壁前端开设有开口,所述开口处安装有位于检测设备箱本体(1)内部的送料输送机构(3)和出料输送机构(4),所述安装架上设置有通过上料盘区(8)和下料盘区(801),所述安装架上安装有驱动上料盘区(8)和下料盘区(801)升降的顶升机构,所述上料盘区(8)和下料盘区(801)之间设置有不良品放置区(5)。
2.根据权利要求1所述的机械化自动上下料检测装置,其特征在于,所述顶升机构包括固定在安装架上的顶升电机(9),所述顶升电机(9)的输出轴固定有顶升丝杆(10),所述顶升丝杆(10)上安装有适配块,其适配块通过顶杆分别固定上料盘区(8)和下料盘区(801)。
3.根据权利要求2所述的机械化自动上下料检测装置,其特征在于,所述送料输送机构(3)和出料输送机构(4)均包括固定在安装架上的输送架,所述输送架设置有两个输送辊,两个所述输送辊连接有同一个输送带,其中一个所述输送辊通过固定在输送架上的输送电机(12)驱动,所述送料输送机构(3)和出料输送机构(4)的输送带均设置为半截结构,所述上料盘区(8)和下料盘区(801)均设置在半截区位置。
4.根据权利要求3所述的机械化自动上下料检测装置,其特征在于,所述检测设备箱本体(1)的内部设置有对上料盘区(8)和下料盘区(801)进行定位的定位机构,所述定位机构包括围着上料盘区(8)和下料盘区(801)的四个定位架(11),所述定位架(11)外壁和不良品放置区(5)的外壁两侧均固定有推动电机(6)。
5.根据权利要求4所述的机械化自动上下料检测装置,其特征在于,所述检测设备箱本体(1)内的安装架上固定有安装座(7),所述机械分拣爪(2)的输出端固定有双吸嘴取料组件(14)。
技术总结
本技术公开了机械化自动上下料检测装置,涉及检测设备技术领域,包括检测设备箱本体,检测设备箱本体的内部固定有安装架,且安装架上安装有机械分拣爪,检测设备箱本体的外壁前端开设有开口,开口处安装有位于检测设备箱本体内部的送料输送机构和出料输送机构,安装架上设置有通过上料盘区和下料盘区,安装架上安装有驱动上料盘区和下料盘区升降的顶升机构,上料盘区和下料盘区之间设置有不良品放置区,顶升机构包括固定在安装架上的顶升电机。本技术提高生产效率,自动化流水线可以通过自动化技术来完成大部分重复性工作,从而提高生产效率,减少生产停滞时间和人工干预,提高生产效率,且安全可靠。
技术研发人员:花亚,许堃
受保护的技术使用者:深圳市豪之琪科技有限公司
技术研发日:20231227
技术公布日:2024/11/21
- 还没有人留言评论。精彩留言会获得点赞!