CPC卡自动盘点机及其加工方法与流程
本发明涉及盘点机,具体为cpc卡自动盘点机及其加工方法。
背景技术:
1、盘点机设备可对多数量产品进行快速盘点数量。cpc卡片在生产完毕后不仅需要盘点,同时需要经过消毒、无线感应检测、产品质量分拣及堆叠摆放等工作步骤,传统为通过人工实现上述工作步骤,不仅浪费人力资源,且其工作效率低下,不满足现有产能需求。为此,现研发一种cpc卡自动盘点机及其加工方法。
技术实现思路
1、本发明的目的在于提供cpc卡自动盘点机,解决了上述背景技术中提出的问题。
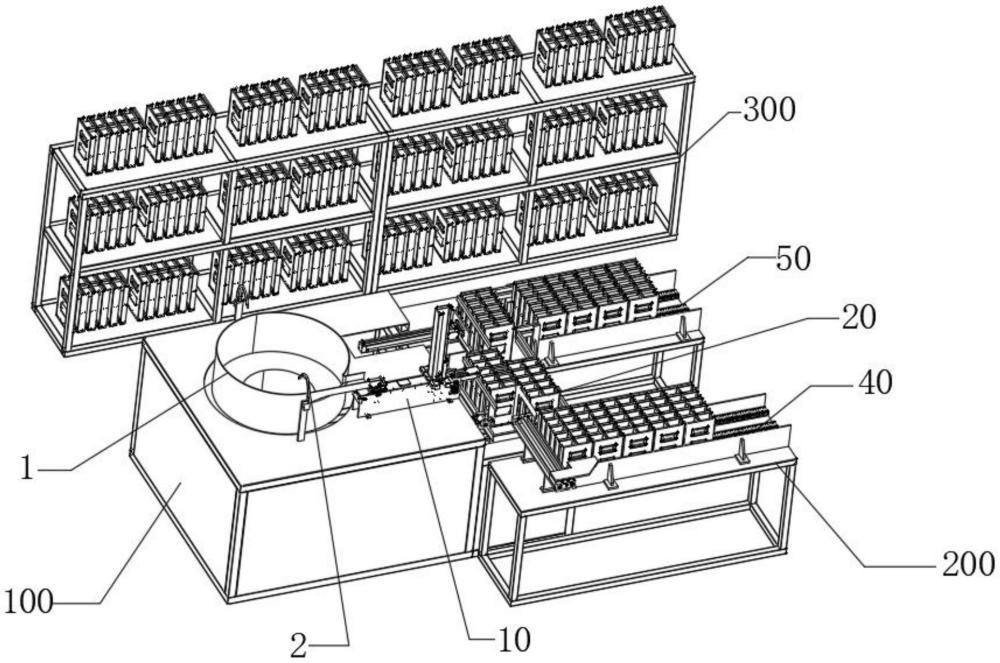
2、为实现上述目的,本发明提供如下技术方案:cpc卡自动盘点机,包括工作台及堆叠承载机架;
3、所述工作台上顺序设置有振动盘和送料模组,振动盘上还设置有若干个酒精喷头,所述送料模组上设置有卡片检测模组和不良品出料组件;
4、所述堆叠承载机架包括双轴传动模组、进料线性传动模组和出料线性传动模组,进料线性传动模组和出料线性传动模组对称排布在双轴传动模组两侧,所述双轴传动模组上设置有承载平台;
5、所述堆叠承载机架还包括升降模组二及设置在升降模组二上的顶块二。
6、优选的,所述送料模组上设置有在送料模组上循环转动的传动带以及与传动带联动连接的驱动电机,所述不良品出料组件包括出料轨道和升降模组一,所述升降模组一上设置有顶块一,升降模组一带动顶块一插入至出料轨道,且顶块一位于传动带侧端传动,且出料轨道与送料模组相互垂直,所述出料轨道底部设置有卡料组件,所述卡料组件至少设置有弹簧及与弹簧连接的卡位块,且卡位块远离弹簧的一端插入出料轨道内。
7、优选的,所述承载平台上设置有挡板、第一旋转气缸和第二旋转气缸,所述挡板呈l型,且挡板分别用于阻挡箱体靠近出料线性传动模组一侧的端面及箱体靠见送料模组一侧的端面,所述第一旋转气缸与所述第二旋转气缸分别连接有挡块一和挡块二,挡块一用于阻挡箱体远离送料模组的一侧端面,挡块二用于阻挡箱体靠近进料线性传动模组一侧端面。
8、优选的,所述承载平台上还设置有读码器,且所述挡板上留置有与读码器相适配的读码窗口。
9、优选的,所述堆叠承载机架还设置有进料推进模组,进料推进模组靠近进料线性传动模组一侧,且进料推进模组用于将进料线性传动模组末端的箱体推进至承载平台上。
10、优选的,所述堆叠承载机架还设置有出料推进模组,出料推进模组靠近出料线性传动模组一侧,且出料推进模组用于将承载平台的箱体推进至出料线性传动模组的始端。
11、优选的,所述酒精喷头间歇式向振动盘内喷洒酒精。
12、优选的,还包括物料货架,物料货架用于承载堆叠完成的良品物料。
13、cpc卡自动盘点机的加工方法,包括,
14、步骤一:若干个混料的cpc卡片倒入振动盘内,酒精喷头间歇式向振动盘内喷洒酒精,对cpc卡片进行消毒,并通过振动上料至送料模组上;
15、步骤二:消毒过后的cpc卡片顺序上料至送料模组,并通过双轴传动模组方向传动,其中,cpc卡片经过卡片检测模组,并进行无线感应检测,若cpc卡片为良品,可正常通过,若cpc卡片为不良品,不良品传输至出料轨道下方,升降模组一带动顶块一向上传动,cpc卡片向上移动,同时克服弹簧弹力顶开卡位块,然后升降模组一复位,弹簧带动卡位块回弹,不良品的cpc卡片堆叠卡位在卡位块19上方;
16、步骤三:该步骤二同步进行,双轴传动模组带动承载平台靠近进料线性传动模组,进料线性传动模组带动箱体自远端向靠近双轴传动模组一端方向传输,然后进料推进模组将空载的箱体推进至承载平台上,双轴传动模组带动承载平台位移至送料模组末端,同时读码器读取箱体侧端标签,检测来料与箱体信息的一致性;
17、步骤四:良品的cpc卡片随重力掉落至箱体的容置槽内,同时,升降模组二带动顶块二穿过的开口后可升至顶部,用于承载cpc卡片,随着多个cpc卡片堆叠而逐渐下降;
18、步骤五:任一容置槽装满后,送料模组停止工作,双轴传动模组带动承载平台及箱体,使空载的容置槽与送料模组末端位置相适配,重复步骤四工作,直至装满箱体上的容置槽;
19、步骤六:出料推进模组将承载平台上且满载cpc卡片的箱体推进至出料线性传动模组的始端,出料线性传动模组自靠近双轴传动模组一端向远端方向传输,实现下料。
20、与现有技术相比,本发明的有益效果如下:
21、1、本发明通过设置工作台和堆叠承载机架,可实现物料的消毒、自动上料、智能分拣良品和不良品及良品的堆叠摆放,降低了人工成本,同时提升了工作效率。
22、2、本发明通过设置升降模组二,物料在堆叠摆放时,升降模组二承托的物料,升降模组二在下降同时,可实时快速盘点出cpc卡片的数量。
技术特征:
1.cpc卡自动盘点机,包括工作台及堆叠承载机架,其特征在于:
2.根据权利要求1所述的cpc卡自动盘点机,其特征在于:所述送料模组上设置有在送料模组上循环转动的传动带以及与传动带联动连接的驱动电机,所述不良品出料组件包括出料轨道和升降模组一,所述升降模组一上设置有顶块一,升降模组一带动顶块一插入至出料轨道,且顶块一位于传动带侧端传动,且出料轨道与送料模组相互垂直,所述出料轨道底部设置有卡料组件,所述卡料组件至少设置有弹簧及与弹簧连接的卡位块,且卡位块远离弹簧的一端插入出料轨道内。
3.根据权利要求1所述的cpc卡自动盘点机,其特征在于:所述承载平台上设置有挡板、第一旋转气缸和第二旋转气缸,所述挡板呈l型,且挡板分别用于阻挡箱体靠近出料线性传动模组一侧的端面及箱体靠见送料模组一侧的端面,所述第一旋转气缸与所述第二旋转气缸分别连接有挡块一和挡块二,挡块一用于阻挡箱体远离送料模组的一侧端面,挡块二用于阻挡箱体靠近进料线性传动模组一侧端面。
4.根据权利要求3所述的cpc卡自动盘点机,其特征在于:所述承载平台上还设置有读码器,且所述挡板上留置有与读码器相适配的读码窗口。
5.根据权利要求1所述的cpc卡自动盘点机,其特征在于:所述堆叠承载机架还设置有进料推进模组,进料推进模组靠近进料线性传动模组一侧,且进料推进模组用于将进料线性传动模组末端的箱体推进至承载平台上。
6.根据权利要求1所述的cpc卡自动盘点机,其特征在于:所述堆叠承载机架还设置有出料推进模组,出料推进模组靠近出料线性传动模组一侧,且出料推进模组用于将承载平台的箱体推进至出料线性传动模组的始端。
7.根据权利要求1所述的cpc卡自动盘点机,其特征在于:所述酒精喷头间歇式向振动盘内喷洒酒精。
8.根据权利要求1所述的cpc卡自动盘点机,其特征在于:还包括物料货架,物料货架用于承载堆叠完成的良品物料。
9.cpc卡自动盘点机的加工方法,其特征在于:包括,
技术总结
本发明公开了CPC卡自动盘点机及其加工方法,工作台及堆叠承载机架,工作台上顺序设置有振动盘和送料模组,振动盘上还设置有若干个酒精喷头,所述送料模组上设置有卡片检测模组和不良品出料组件,堆叠承载机架包括双轴传动模组、进料线性传动模组和出料线性传动模组,进料线性传动模组和出料线性传动模组对称排布在双轴传动模组两侧,所述双轴传动模组上设置有承载平台,堆叠承载机架还包括升降模组二及设置在升降模组二上的顶块二。本发明自动化消毒、自动上料、智能分拣良品和不良品及良品的堆叠摆放,降低了人工成本,同时提升了工作效率,同时可实时快速盘点出CPC卡片的数量。
技术研发人员:刘建平,路鹏,洪成范,郑鸿元,程淑敏,巩洪海,李志强,孙慧颖,苑海波,肖国华,时圣利
受保护的技术使用者:黑龙江省交通投资集团有限公司齐嫩运营分公司
技术研发日:
技术公布日:2025/1/13
- 还没有人留言评论。精彩留言会获得点赞!