一种全合成镁合金环保切削液及其制备方法与流程
本发明属于用于有色金属加工的切削液,具体涉及一种全合成镁合金环保切削液及其制备方法。
背景技术:
1、近年来,随着汽车工业、电子工业、航天工业的飞速发展,许多镁合金材料制造的零部件广泛应用于汽车、电子及航天工业。镁合金是一种非常活泼的金属,给镁合金的加工过程带来较大的难度和安全隐患。使用非水溶性的切削液加工油,由于在镁合金加工过程中会产生氢气,容易引起火灾危险,所以近年来大多采用乳化型水基切削液加工,用乳化型切削液加工镁合金目前存在一个最大的难点:在加工过程中产生的镁合金切屑混入到乳化液中,由于镁合金较为活泼,导致乳化液中镁离子浓度不断升高,破坏了乳化液系统的平衡而油水分离,使乳化液失去了润滑、防锈和清洗功能,尽管加大了抗硬水剂的用量也没能从根本上解决该问题。
技术实现思路
1、本发明公开了一种全合成镁合金环保切削液及其制备方法,以解决现有镁合金加工行业使用的切削液存在的上述问题,设计了一种全合成镁合金环保切削液及其制备方法,大幅延长了切削液的使用寿命,简化了切削液废液处理工序,降低了切削液的使用成本。
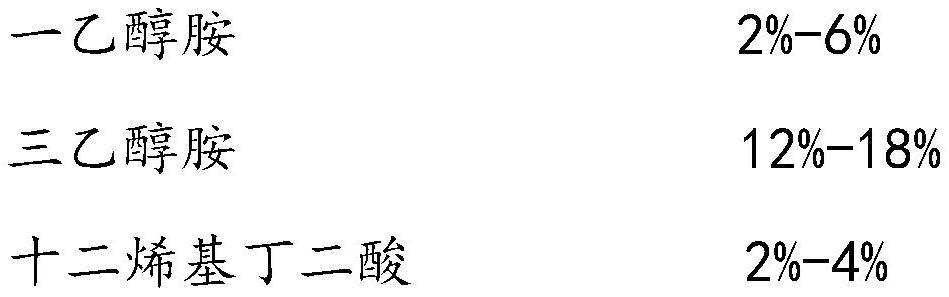
2、本发明提供了一种全合成镁合金环保切削液,包括以下重量百分比组分:
3、
4、
5、进一步的,所述膦酸酯选自牌号as i80。
6、进一步的,所述苯并三氮唑衍生物选自cas no.为80584-90-3的化合物。
7、进一步的,所述聚乙二醇选自聚乙二醇600。
8、进一步的,所述2-氨基-2-甲基-1丙醇选自牌号amp95。
9、进一步的,所述聚醚选自牌号1740。
10、进一步的,所述水选自去离子水。
11、本发明还提供了如上所述的全合成镁合金环保切削液的制备方法,包括如下操作步骤:
12、在调和罐a中,按质量加入一乙醇胺,升温至80℃,搅拌条件下,按质量加入十二烯基丁二酸、三元酸,保持温度为80℃,搅拌60分钟,停止加热,继续按质量加入三乙醇胺,搅拌20分钟;
13、在调和罐b中,按质量加入去离子水、膦酸酯、苯并三氮唑衍生物、醚羧酸、乙二胺四乙酸二钠、聚乙二醇、2-氨基-2-甲基-1丙醇,搅拌至物料透明;
14、将调和罐b的物料泵入调和罐a中,常温搅拌,按质量加入聚醚及辛癸酸,搅拌至物料透明,停止搅拌,得到全合成镁合金环保切削液。
15、本全合成镁合金环保切削液的有益效果为:
16、1、本发明提供的切削液不含矿物油、植物油及油溶性添加剂,加工后的镁合金工件可以直接用自来水冲洗干净,进入后续工序的表面处理,降低了生产成本。
17、2、本发明提供的切削液中不含阴离子表面活性剂及无机盐成分,提高了切削液的抗硬水能力,维持了全合成切削液的均相体系,大幅度延长了切削液的使用寿命,简化了切削液的废液处理排放工序。
18、3、本发明提供的切削液中不含有脂肪酸,提高了切削液的生物稳定性和贮存稳定性,使用安全,符合环保节能的要求。
19、4、本发明提高了合成型水基切削液的润滑性和防锈性,并降低了切削液的表面张力,提高了切削液的清洗、排屑性,有利于镁合金的加工,防止镁合金表面氧化发黑,显著提高了水基切削液的抗硬水能力,保持了全合成切削液的均相体系,大幅度延长了切削液的使用寿命,简化了切削液废液处理工序,降低了切削液的使用成本。
技术特征:
1.一种全合成镁合金环保切削液,其特征在于,包括以下重量百分比组分:
2.根据权利要求1所述的一种全合成镁合金环保切削液,其特征在于,所述膦酸酯选自牌号as i80。
3.根据权利要求1所述的一种全合成镁合金环保切削液,其特征在于,所述苯并三氮唑衍生物选自cas no.为80584-90-3的化合物。
4.根据权利要求1所述的一种全合成镁合金环保切削液,其特征在于,所述聚乙二醇选自聚乙二醇600。
5.根据权利要求1所述的一种全合成镁合金环保切削液,其特征在于,所述2-氨基-2-甲基-1丙醇选自牌号amp95。
6.根据权利要求1所述的一种全合成镁合金环保切削液,其特征在于,所述聚醚选自牌号1740。
7.根据权利要求1所述的一种全合成镁合金环保切削液,其特征在于,所述水选自去离子水。
8.如权利要求1-7任意一项所述的全合成镁合金环保切削液的制备方法,其特征在于,包括如下操作步骤:
技术总结
本发明公开了一种全合成镁合金环保切削液,包括以下重量百分比组分:一乙醇胺2%‑6%;三乙醇胺12%‑18%;十二烯基丁二酸2%‑4%;三元酸3%‑6%;膦酸酯1%‑3%;苯并三氮唑衍生物0.5%‑1.0%;醚羧酸2%‑4%;乙二胺四乙酸二钠1%‑3%;聚乙二醇8%‑10%;2‑氨基‑2‑甲基‑1丙醇1%‑3%;聚醚6%‑8%;辛癸酸4%‑6%;水余量。本发明还提供了上述全合成镁合金环保切削液的制备方法。本发明提供的全合成镁合金环保切削液大幅延长了切削液的使用寿命,简化了切削液废液处理工序,降低了切削液的使用成本。
技术研发人员:姚军
受保护的技术使用者:四会市格鲁森润滑技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!