乙烯装置裂解炉模块化安装方法与流程
本发明涉及设备安装,具体而言,涉及一种乙烯装置裂解炉模块化安装方法。
背景技术:
1、在大型模块化裂解炉的安装过程中,裂解炉设备的长度宽度和高度都比较大,设备上的附属零件数量多,裂解炉内的管道、表面上仪表仪器、劳动保护等安装工作量大。
2、传统的裂解炉安装一般在施工现场进行部件预制,施工工程量很大、施工周期较长、场地占用周期久、受天气影响较大,施工难度高。由于施工现场机械设备及场地的制约,现场分段组对安装不仅延长了施工周期更是耗费了大量机械台班。
技术实现思路
1、本发明的目的是提供一种乙烯装置裂解炉模块化安装方法,能够实现现场密集化施工,节省了成本,缩短施工周期。
2、为实现上述目的,本发明提供的一种乙烯装置裂解炉模块化安装方法,包括以下步骤:
3、步骤一,对乙烯裂解炉的基础复查并放置垫铁;
4、步骤二,安装钢结构柱脚板;钢结构柱脚板固定后进行二次灌浆,当二次灌浆层当其厚度≤30mm 时, 采用 1:2 无收缩水泥砂浆,当厚度>30mm时,采用高强无收缩水泥基灌浆料灌注;当厚度>50mm 时配置构造钢筋网片;
5、步骤三,安装辐射段钢框架;裂解炉辐射段钢框架包括若干根立柱、中间连接梁和壁板,钢框架在预制场进行零部件的模块化预制,现场再进行组装吊装;
6、步骤四,安装辐射段炉管;辐射段炉管由制造场预制现场安装,安装前在制造厂内进行炉管的防护,,然后逐片运至现场,将每片炉管紧固在包装型钢上,炉管与金属接触部位用木块进行隔离;
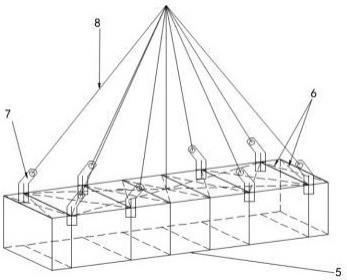
7、步骤五,对流段模块化安装;模块吊装前在辐射段采用型钢加固措施防止对流模块吊装时因重量过大导致辐射室内部壳体变形;
8、步骤六,tle(急冷换热器)的选择与安装;
9、步骤七,安装集烟罩、烟囱;
10、步骤八,安装辅助设备与炉体附件;
11、进一步地,步骤一中,相邻两台裂解炉基础的纵向和横向轴线间距偏差≤ 6mm。
12、进一步地,步骤一中,每组垫铁不超过4 块,采用的斜垫铁配对使用,斜垫铁表面粗糙度不大于 ra12.5µm,斜度为 1/20~1/10。
13、进一步地,步骤三中,立柱间距小于5m时,安装位置偏差不大于±3mm;立柱间距大于或等于5m时,安装位置偏差不大于±5mm;直线度偏差不大于柱高的1/1000,且当柱长小于或等于8m 时,不大于5mm;当柱长大于 8m 且小于或等于 16m 时,不大于12mm;当柱长大于16m 时,不大于20mm,立柱的柱脚板底面标高的允许偏差为±3mm,且各立柱相互间标高之差不大于 5mm。
14、进一步地,步骤四中,裂解炉辐射段炉管无应力安装,符合在炉膛水平面和急冷换热器入口锥体中心线上设置水平和垂直基准点,按设计要求安装辐射段炉管的底部导向结构,并保证辐射段炉管的自由上、下移动;炉管吊装进辐射室炉膛后,在最终就位前应用临时支架支撑,并应确保辐射段炉管不与其他金属接触。
15、进一步地,步骤七中,烟囱的垂直度以两个互为直角的方向进行测量,其上下两个测点的测量值允许偏差为高度的 1.5/1000,且不大于10mm。
16、本发明所述的乙烯裂解炉模块化吊装施工方法,解决了现场制作安装中遇到的主要问题,将钢框架进行模块化预制,然后现成组装,有利于现场密集化施工,提高了设备的制造质量,节省了成本,具有良好的经济效益,而且有效的缩短了施工周期。
技术特征:
1.一种乙烯装置裂解炉模块化安装方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的方法,其特征在于:步骤一中,相邻两台裂解炉基础的纵向和横向轴线间距偏差≤ 6mm。
3.根据权利要求2所述的方法,其特征在于:步骤一中,每组垫铁不超过4 块,采用的斜垫铁配对使用,斜垫铁表面粗糙度不大于 ra12.5µm,斜度为 1/20~1/10。
4.根据权利要求1或3所述的方法,其特征在于:步骤三中,立柱间距小于5m时,安装位置偏差不大于±3mm;立柱间距大于或等于5m时,安装位置偏差不大于±5mm;直线度偏差不大于柱高的1/1000,且当柱长小于或等于8m 时,不大于5mm;当柱长大于 8m 且小于或等于16m 时,不大于12mm;当柱长大于16m 时,不大于20mm,立柱的柱脚板底面标高的允许偏差为±3mm,且各立柱相互间标高之差不大于 5mm。
5.根据权利要求4所述的方法,其特征在于:步骤四中,裂解炉辐射段炉管无应力安装,符合在炉膛水平面和急冷换热器入口锥体中心线上设置水平和垂直基准点,按设计要求安装辐射段炉管的底部导向结构,并保证辐射段炉管的自由上、下移动;炉管吊装进辐射室炉膛后,在最终就位前应用临时支架支撑,并应确保辐射段炉管不与其他金属接触。
6.根据权利要求5所述的方法,其特征在于:步骤七中,烟囱的垂直度以两个互为直角的方向进行测量,其上下两个测点的测量值允许偏差为高度的 1.5/1000,且不大于10mm。
技术总结
本发明公开了一种乙烯装置裂解炉模块化安装方法,其主要步骤包括对乙烯裂解炉的基础复查与垫铁放置、柱脚板的安装、辐射段的安装、辐射段炉管安装、对流模块化安装、TLE的选择与安装、集烟罩和烟囱安装、辅助设备与炉体附件安装。本发明有利于现场密集化施工,提高了设备的制造质量,节省了成本,具有良好的经济效益,而且有效的缩短了施工周期。
技术研发人员:赵慧,刘世华,岳策,孙晓瑞,李冰杰
受保护的技术使用者:中化二建集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!