一种商用车箱式后处理尾管结构的制作方法
1.本实用新型涉及一种商用车箱式后处理尾管结构,属于车箱体技术领域。
背景技术:
2.随着排放法规的日渐严苛,商用车后处理的重要性也是逐步提高。为了满足升级的排放标准,整个后处理的结构也是越来越复杂。箱式后处理是常见的一种商用车后处理结构,包括箱体、进气管、尾管等结构。尾管的作用主要是用来将被经过处理之后的汽车尾气排放入大气中。
3.而在某些结构中,尾管是直接插入箱体端盖中进行焊接,结构会类似于悬臂梁结构,端盖与尾管的焊接处会有较大的应力。且因为发动机与供应商的零件需要连接,会通过两个法兰来达到连接效果,而法兰的重量又比较大,就进一步加大了根部的受力,容易在恶劣工况下发生疲劳断裂。解决方法有增加焊接补丁以及焊接支撑板,效果都不是太明显。
技术实现要素:
4.本实用新型的目的在于克服现有技术中存在的不足,提供一种商用车箱式后处理尾管结构,提高了整个后处理尾管的强度,分担了因为悬臂梁结构而在焊缝处产生的较大应力。
5.按照本实用新型提供的技术方案:一种商用车箱式后处理尾管结构,包括后处理尾管、第一连接法兰和第二连接法兰、法兰垫片、后处理端盖和端盖出气管;所述端盖出气管从后处理端盖中伸出,并与后处理端盖焊接固定;端盖出气管的外端与第二连接法兰焊接固定;所述后处理尾管与第一连接法兰焊接固定;所述第一连接法兰和第二连接法兰之间设置法兰垫片并通过螺栓连接;其特征在于:所述法兰垫片向垂直于后处理端盖方向延伸出若干个冲压折角,所述冲压折角的焊接面与后处理端盖的平面焊接固定。
6.进一步地,所述冲压折角的弯折处为圆角且光滑过渡。
7.进一步地,所述冲压折角的宽度短于法兰垫片平面的宽度。
8.进一步地,所述法兰垫片为四边形,法兰垫片的三条边上各设有一个冲压折角。
9.本实用新型与现有技术相比,具有如下优点:
10.本实用新型通过将法兰垫片的结构进行改动,将原本只是起到连接作用的垫片增加冲压角,并与后处理端盖进行焊接,提高了整个后处理尾管的强度,分担了因为悬臂梁结构而在焊缝处产生的较大应力。在工艺上又省略了补丁、支撑板等加强结构,简化了工艺流程。
附图说明
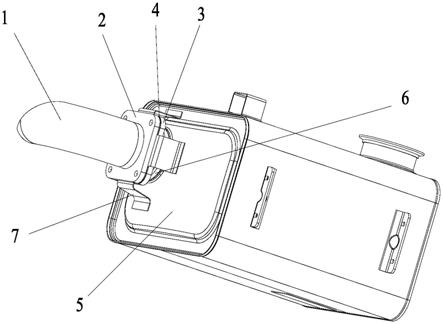
11.图1是本实用新型的结构示意图。
12.图2、3为本实用新型的带冲压折角的法兰垫片。
13.附图标记说明:1
‑
后处理尾管、2
‑
第一连接法兰、3
‑
第二连接法兰、4
‑
法兰垫片、5
‑
后处理端盖、6
‑
端盖出气管、7
‑
冲压折角。
具体实施方式
14.下面结合具体附图对本实用新型作进一步说明。
15.如图1和图2所示,一种商用车箱式后处理尾管结构,包括后处理尾管1、第一连接法兰2和第二连接法兰3、法兰垫片4、后处理端盖5和端盖出气管6;所述端盖出气管6从后处理端盖5中伸出,并与后处理端盖5焊接固定;端盖出气管6的外端与第二连接法兰3焊接固定;所述后处理尾管1与第一连接法兰2焊接固定;所述第一连接法兰2和第二连接法兰3之间设置法兰垫片4并通过螺栓连接;所述法兰垫片4向垂直于后处理端盖5方向延伸出若干个冲压折角7,所述冲压折角7的焊接面与后处理端盖5的平面焊接固定。
16.如图2和图3所示,所述冲压折角7的弯折处为圆角,光滑过渡。所述冲压折角7的宽度短于法兰垫片4平面的宽度。所述法兰垫片4为四边形,法兰垫片4的三条边上各设有一个冲压折角7。
17.使用过程:端盖出气管6从后处理端盖5中伸出,并通过焊接于后处理端盖5连接固定。第二连接法兰3此时再通过焊接与端盖出气管6连接,要保证端盖出气管6、后处理端盖5、第二连接法兰3之间的焊接无虚焊漏焊,防止后处理漏气。
18.法兰垫片4在原有的平面结构下,向垂直于后处理端盖5的三个方向作三个冲压折角7,冲压边的宽度应短于法兰垫片4平面的宽度,以保证冲压角不会变形。冲压的折角处作圆角,光滑过渡。
19.然后,将带冲压折角7的法兰垫片4的内面与第二连接法兰3的外侧面贴合,四个螺栓孔的轴线要对齐重合。
20.法兰垫片4的三个冲压折角7的焊接面要与后处理端盖5的平面贴合,保证焊接间隙,然后各沿三条边进行270
°
焊接。此时,法兰垫片4已与后处理端盖5完成了焊接的固定。
21.最后将后处理尾管1与连接法兰2焊接,再通过连接法兰的螺栓孔完成螺栓连接。结束后也因再一次检查气密性以及焊接质量。
22.可以理解的是,以上实施方式仅仅是为了说明本实用新型的原理而采用的示例性实施方式,然而本实用新型并不局限于此。对于本领域内的普通技术人员而言,在不脱离本实用新型的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本实用新型的保护范围。
技术特征:
1.一种商用车箱式后处理尾管结构,包括后处理尾管(1)、第一连接法兰(2)和第二连接法兰(3)、法兰垫片(4)、后处理端盖(5)和端盖出气管(6);所述端盖出气管(6)从后处理端盖(5)中伸出,并与后处理端盖(5)焊接固定;端盖出气管(6)的外端与第二连接法兰(3)焊接固定;所述后处理尾管(1)与第一连接法兰(2)焊接固定;所述第一连接法兰(2)和第二连接法兰(3)之间设置法兰垫片(4)并通过螺栓连接;其特征在于:所述法兰垫片(4)向垂直于后处理端盖(5)方向延伸出若干个冲压折角(7),所述冲压折角(7)的焊接面与后处理端盖(5)的平面焊接固定。2.如权利要求1所述的商用车箱式后处理尾管结构,其特征在于,所述冲压折角(7)的弯折处为圆角且光滑过渡。3.如权利要求1所述的商用车箱式后处理尾管结构,其特征在于,所述冲压折角(7)的宽度短于法兰垫片(4)平面的宽度。4.如权利要求1所述的商用车箱式后处理尾管结构,其特征在于,所述法兰垫片(4)为四边形,法兰垫片(4)的三条边上各设有一个冲压折角(7)。
技术总结
本实用新型涉及一种商用车箱式后处理尾管结构,包括后处理尾管、第一连接法兰和第二连接法兰、法兰垫片、后处理端盖和端盖出气管;所述端盖出气管从后处理端盖中伸出,并与后处理端盖焊接固定;端盖出气管的外端与第二连接法兰焊接固定;所述后处理尾管与第一连接法兰焊接固定;所述第一连接法兰和第二连接法兰之间设置法兰垫片并通过螺栓连接;其特征在于:所述法兰垫片向垂直于后处理端盖方向延伸出若干个冲压折角,所述冲压折角的焊接面与后处理端盖的平面焊接固定。本实用新型提高了整个后处理尾管的强度,分担了因为悬臂梁结构而在焊缝处产生的较大应力。焊缝处产生的较大应力。焊缝处产生的较大应力。
技术研发人员:滕继弘 杨小东 齐冬亮 赵宁 张文文
受保护的技术使用者:无锡威孚力达催化净化器有限责任公司
技术研发日:2021.02.03
技术公布日:2021/12/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1