一种焊接式钢活塞的制作方法
本申请涉及活塞式内燃机领域,具体而言,涉及一种焊接式钢活塞。
背景技术:
1、活塞是活塞往复式内燃机的核心部件,其与曲轴、连杆组合,起到把直线往复运动转变为旋转运动,或反向功能的作用;
2、目前具有往复式活塞内燃机的活塞,一般均为圆柱状,柱状外圆柱面设置有若干道活塞环,起到密封工质的作用,柱状的一端设置特定的形状,与缸盖一起形成燃烧室或压缩腔,柱状的另一端则通过活塞销与连杆铰链式活动铰接,当然连杆会与曲轴铰接。形成完整的活塞连杆机构。
3、活塞做往复运动时会产生惯性力,该惯性力是发动机振动、可靠性的主要影响因素,为了控制往复惯性力,活塞的材料一般为轻质的铝合金,即活塞的头部和裙部以及活塞销座均为铝合金。可目前内燃机强化程度趋于更高,活塞承受的机械应力、热负荷都很高,所以对活塞强度、耐热都有很高要求。铝合金材料虽然密度小,符合轻量化要求,但耐热、强度是其弱点(目前铝活塞的工作温度需控制在350℃以下),当发动机爆发压力达到一定高度时,就必须采用钢活塞,目前普遍的解决方案如图1所示,是采用钢顶铝裙b的组装式活塞,即活塞承受负荷的头部a是钢材,导向作用的裙部是铝合金,二者通过螺栓c拧紧成整体,但是该种活塞装配方式,不便于活塞结构的快速加工生产,且螺栓固定位置长久使用易发生滑牙的状况,不利于活塞的长久使用。
技术实现思路
1、为了克服上述相关技术中的不足,本申请实施例提供一种焊接式钢活塞,该活塞本体中的头部和裙部一体制造,且与活塞销座焊接固定,利于提升活塞的制造效率且使用寿命。
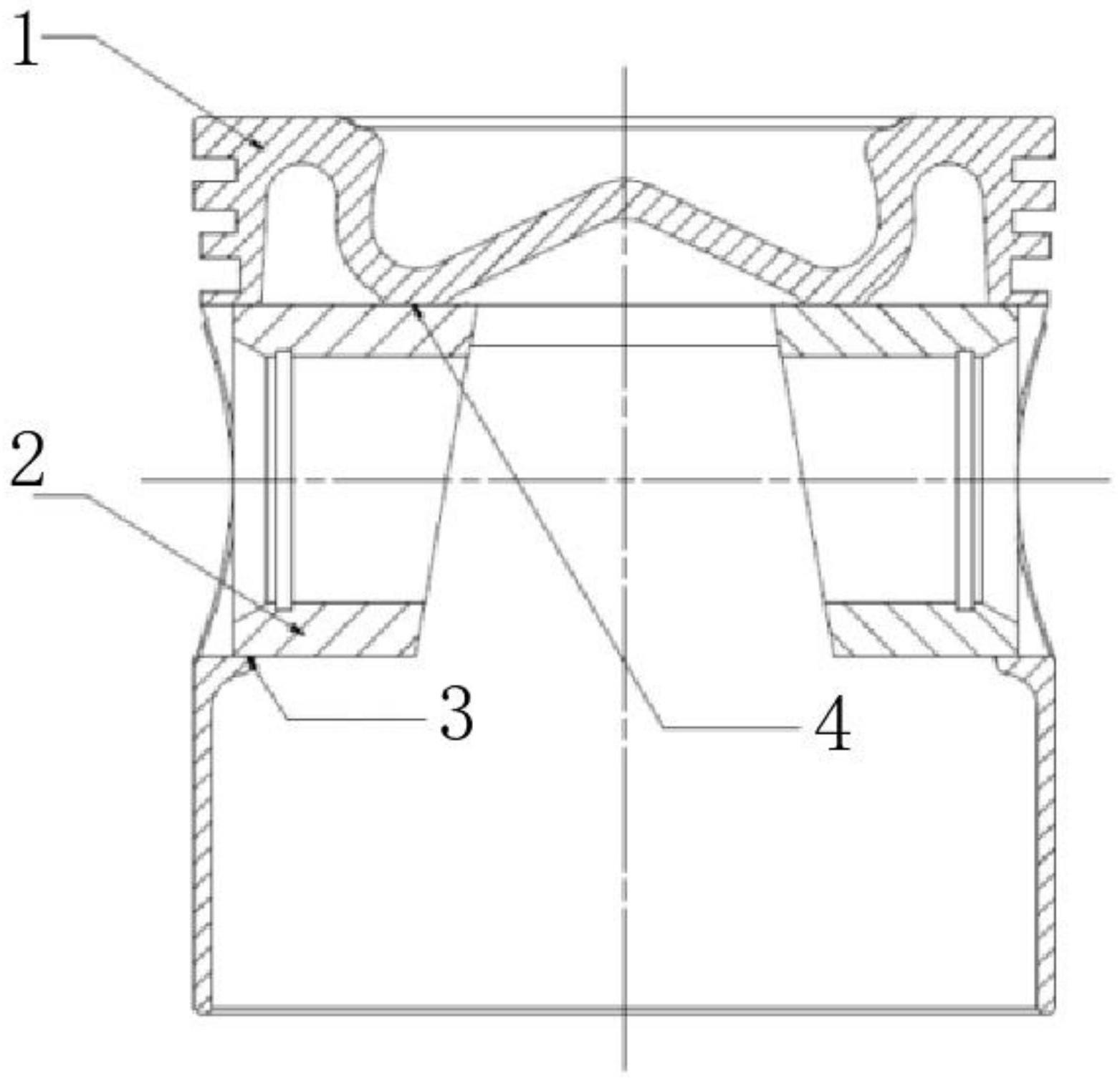
2、本申请实施例解决其技术问题所采用的技术方案是:一种焊接式钢活塞,包括活塞本体和活塞销座,所述活塞本体相对称的两侧均共同开有销孔,且销孔内均配设有所述活塞销座,所述活塞销座外周沿和销孔内壁衔接处设有焊接区a,所述活塞本体和所述活塞销座通过所述焊接区a固定,所述活塞本体燃烧室下方两侧还设有焊接区b。
3、可选地,所述活塞本体分为位于上部的活塞头部区和位于下部的活塞裙部区,头部和裙部为一体成型铸造。
4、可选地,所述活塞本体的燃烧室位于其头部区的顶部内侧。
5、可选地,所述活塞本体通过所述焊接区b实现与所述活塞销座外上壁的固定。
6、可选地,所述活塞本体的头部区外周侧等间隔开设有活塞环槽。
7、本申请实施例的优点是:本申请销座焊接式钢活塞,其由活塞本体和活塞销座通过焊接区a和焊接区b焊接而得,且活塞本体和活塞销座均为钢材质,同时活塞本体中的头部和裙部一体制造,使得活塞机械强度较高,如此解决了如图1所示的相关技术中的活塞制造效率低且使用寿命较短的问题,利于活塞的批量制造。
技术特征:
1.一种焊接式钢活塞,其特征在于,包括活塞本体(1)和活塞销座(2),所述活塞本体(1)相对称的两侧均共同开有销孔,且销孔内均配设有所述活塞销座(2),所述活塞销座(2)外周沿和销孔内壁衔接处设有焊接区a(3),所述活塞本体(1)和所述活塞销座(2)通过所述焊接区a(3)固定,所述活塞本体(1)燃烧室下方两侧还设有焊接区b(4)。
2.如权利要求1所述的焊接式钢活塞,其特征在于,所述活塞本体(1)分为位于上部的活塞头部区和位于下部的活塞裙部区,头部和裙部为一体成型铸造。
3.如权利要求2所述的焊接式钢活塞,其特征在于,所述活塞本体(1)的燃烧室位于其头部区的顶部内侧。
4.如权利要求1所述的焊接式钢活塞,其特征在于,所述活塞本体(1)通过所述焊接区b(4)实现与所述活塞销座(2)外上壁的固定。
5.如权利要求2所述的焊接式钢活塞,其特征在于,所述活塞本体(1)的头部区外周侧等间隔开设有活塞环槽(12)。
技术总结
本申请提供了一种焊接式钢活塞,涉及活塞式内燃机技术领域,包括活塞本体和活塞销座,所述活塞本体相对称的两侧均共同开有销孔,且销孔内均配设有所述活塞销座,所述活塞销座外周沿和销孔内壁衔接处设有焊接区A,所述活塞本体和所述活塞销座通过所述焊接区A固定,所述活塞本体燃烧室下方两侧还设有焊接区B。本申请销座焊接式钢活塞,其由活塞本体和活塞销座通过焊接区A和焊接区B焊接而得,且活塞本体和活塞销座均为钢材质,同时活塞本体中的头部和裙部一体制造,使得活塞机械强度较高,如此解决了如图1所示的相关技术中的活塞制造效率低且使用寿命较短的问题,利于活塞的批量制造。
技术研发人员:覃壮革,沈捷,覃文
受保护的技术使用者:广西玉柴机器股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!