一种用于连接燃油分配器零件的铜环放置结构的制作方法
1.本实用新型涉及汽车发动机燃油分配器,具体的来说,一种用于连接燃油分配器零件的铜环放置结构。
背景技术:
2.燃油分配器的作用:发动机上有多个气缸,且每个气缸都独立装有喷油器以提供汽油,所有喷油器连接在一根公用的油管上(简称油轨)。工作原理是先由油泵将汽油按一定的压力从油箱输送进入油轨,油轨内部有一个恒定的工作压力将汽油送入每个喷油器,喷油器通过电控装置将汽油按要求喷射进入气缸内进行燃烧。油轨独立与汽油发动机之外,在整个喷射燃烧过程中保持不变。
3.高压油轨:将燃油直接喷射入气缸内,利用气缸内的高压气流使汽油充分雾化达到汽油充分燃烧的目的。由于汽油被充分燃烧,所以其燃油的经济性能大大的提高,其二氧化碳排放明显降低,使得高压燃油发动机的性能有着极佳的表现,是目前国际上广泛采用的汽油发动机技术。
4.目前的主管经过拉拔,然后两端内孔再经过机加工,组装时放入铜环然后放入进油座或传感器座进行封堵。此方法主管两端机加工量比较大,先放入铜环,在安装其他零件,铜环较小放入主管两端不是很方便。
技术实现要素:
5.本实用新型的目的在于减少现有的油轨主管零件的机加工量,提供一种燃油分配器铜环放入结构,用于封堵主管两端。
6.本实用新型的目的是通过以下技术方案来实现的:
7.一种用于连接燃油分配器零件的铜环放置结构,其包含主管,传感器座或进油座,其特征在于,传感器座或进油座机加工沟槽,沟槽内放入铜环;主管两端内孔与进油座或传感器座连接封堵。可以减少端盖封堵零件数量和主管加工孔数量。
8.主管内孔保持拉拔或冷轧状态,两端内部不需要机加工台阶。
9.进油座或传感器座机加工平面与主管两端面贴合,形成自然死点,无需考虑进油座和传感器座放入主管深度。
10.铜环放置在沟槽中,不会出现铜环放置歪斜导致钎焊不良,容易实现自动放置。
11.油轨需要承受较高压力汽油,所有孔洞全部需要封堵,油轨通过进油座或传感器座与主管两端连接,减少端盖使用数量,降低成本。
12.进油座或者传感器座机加工,与主管配合外径间隙配合,保证焊缝间隙,满足钎焊效果。
13.沟槽部分尺寸,d1小于铜环内径d2 0.1mm以上,保证铜环容易放入;d2大于铜环内径尺寸,铜环放入沟槽内铜环不会脱落;d3尺寸小于主管内径0.1-0.2mm,且铜环外径d1要小于主管内径0.1-0.3mm,保证进油座或传感器座放入铜环后可顺利放入主管两端;进油座
或传感器座机加工平面与主管端面贴合,形成自然死点,不用控制深入主管深度;整个放入过程间隙配合,安装不会干涉,使用沟槽放置铜环,易于实现自动化,铜环不会出现歪斜等不良现象,钎焊效果更好。
14.其中,
15.d为主管内径;
16.d1为铜环外径;
17.d2为铜环内径;
18.d1为与铜环配合的凹槽直径;
19.d2为防止铜环脱落的凹槽前端直径;
20.d3为与主管配合的零件外径。
21.与现有技术相比,本申请的技术优点在于:
22.本实用新型提出了主管两端内孔无需机加工台阶,保持拉拔或冷轧状态;与进油座和传感器座配合减少端盖零件使用,进油座和传感器座加工沟槽,铜环先放置在沟槽中,然后一起放入主管两端;进油座和传感器座机加工平面与主管两端面贴合,形成自然死点,无需考虑进油座和传感器座放入主管深度;铜环无需先放入主管两端,放置比较容易,且易实现装配自动化。
23.主管加工工艺,通过多次拉拔、退火、矫直等工序加工成型,通过模具精度提高主管内径可以保证在
±
0.1mm公差,两端内部无需机加工台阶即可满足油轨组装钎焊要求。
附图说明
24.图1油轨示意图;
25.图2原始的结构示意图;
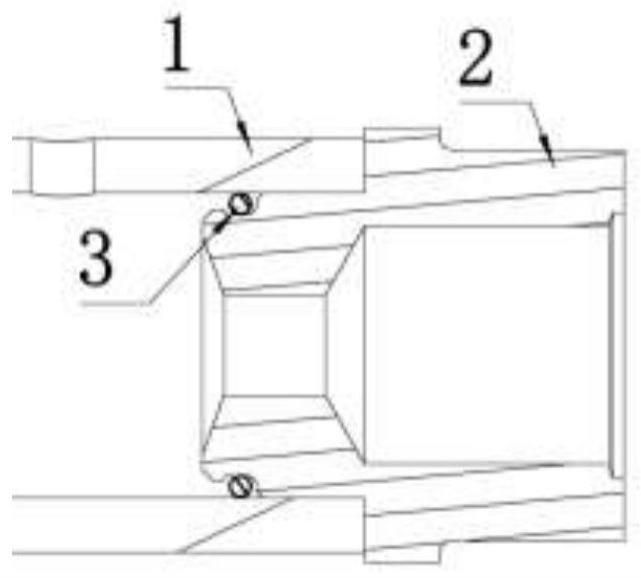
26.图3本申请的结构示意图;
27.图4主管端部示意图;
28.图5传感器座的示意图
29.图6铜环的示意图;
30.附图中的标记为:
31.1、主管;
32.2、传感器座或进油座;
33.3、铜环;
34.4、端盖。
具体实施方式
35.以下提供一种用于连接燃油分配器零件的铜环放置结构的具体实施方式。
36.实施例1
37.本实用新型提出了主管两端无需机加工,保持拉拔状态;与进油座或传感器座2配合减少端盖4零件使用,进油座或传感器座2加工沟槽,铜环3先放置在沟槽中,然后一起放入主管两端,铜环无需先放入主管1两端,放置比较容易,且易实现装配自动化。
38.主管加工工艺,通过多次拉拔、退火、矫直等工序加工成型,通过模具精度提高主
管内径可以保证在
±
0.1mm公差,两端内部无需机加工台阶即可满足油轨组装钎焊要求。
39.油轨需要承受较高压力汽油,所有孔洞全部需要封堵,通过进油座或传感器座2与主管1两端连接,减少端盖使用数量,降低成本。
40.进油座或传感器座机2加工,与主管配合外径间隙配合,保证焊缝间隙,满足钎焊效果。
41.进油座或传感器座2机加工平面与主管两端面贴合,形成自然死点,无需考虑进油座和传感器座放入主管深度。
42.沟槽部分尺寸,d1小于铜环内径d2 0.1mm以上,保证铜环3容易放入;d2大于铜环3内径尺寸,铜环3放入沟槽内铜环3不会脱落;d3尺寸小于主管内径0.1-0.2mm,且铜环3外径d1要小于主管内径0.1-0.3mm,保证进油座或传感器座2放入铜环3后可顺利放入主管两端;进油座或传感器座2机加工平面与主管端面贴合,形成自然死点,不用控制深入主管深度;整个放入过程间隙配合,安装不会干涉,使用沟槽放置铜环3,易于实现自动化,铜环3不会出现歪斜等不良现象,钎焊效果更好。
技术特征:
1.一种用于连接燃油分配器零件的铜环放置结构,其包含主管,传感器座或进油座,其特征在于,传感器座或进油座机加工沟槽,沟槽内放入铜环;主管两端内孔与进油座或传感器座连接封堵。2.如权利要求1所述的一种用于连接燃油分配器零件的铜环放置结构,其特征在于,主管内孔保持拉拔或冷轧状态,两端内部不需要机加工台阶。3.如权利要求1所述的一种用于连接燃油分配器零件的铜环放置结构,其特征在于,进油座或传感器座机加工平面与主管两端面贴合,形成自然死点,无需考虑进油座和传感器座放入主管深度。4.如权利要求1所述的一种用于连接燃油分配器零件的铜环放置结构,其特征在于,油轨通过进油座或传感器座与主管两端连接。5.如权利要求1所述的一种用于连接燃油分配器零件的铜环放置结构,其特征在于,进油座或者传感器座机加工,与主管配合外径间隙配合,保证焊缝间隙,满足钎焊效果。
技术总结
本实用新型涉及一种用于连接燃油分配器零件的铜环放置结构,其包含主管,传感器座或进油座,其特征在于,传感器座或进油座机加工沟槽,沟槽内放入铜环;主管两端内孔与进油座或传感器座连接封堵。本实用新型解决现有主管两端都需要机加工台阶问题,主管端部可保持拉拔或冷轧状态不需要机加工内部台阶;现在主管两端内孔需要机加工台阶,需要先把铜环放入两端,放入铜环时会出现铜环歪斜导致钎焊不良等问题,修改后铜环较容易实现自动放入沟槽内,减少加工量降低加工成本。减少加工量降低加工成本。减少加工量降低加工成本。
技术研发人员:叶经政 李金苓 何丹凤
受保护的技术使用者:臼井汽车零部件(上海)有限公司
技术研发日:2022.03.02
技术公布日:2022/7/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1