一种燃机环管以及燃机环管的加工工艺的制作方法
本发明属于燃气轮机设备,具体涉及燃机环管以及燃机环管的加工工艺。
背景技术:
1、现有的燃气汽轮机使用双燃料系统,启动时使用0#柴油用于点火,升速及并网。待并网后,进行燃料切换,柴油切换至焦炉煤气。燃料次环管在启动过程中初期通过的介质为0#柴油,并网切气后流通的介质为焦炉煤气。焦炉煤气会对燃料次环管腐蚀,造成泄漏,影响机组启动及安全运行。
2、燃油次环管为随机配套进口配件,采购价格高,周期长。本申请对该环管针对环管进行优化改进,增加两处活结,便于拆装,管壁加厚。制作加工后顺利回装至机组,并经启动运行后,能够满足机组运行要求,可以替代原进口配件使用。同时内壁添加了后续清洁工艺的耐腐蚀层,可通过后续阀体安装结构进行环内清洗,配合完成耐腐蚀防护护理工序。
技术实现思路
1、为达到上述目的,本发明的技术方案如下:
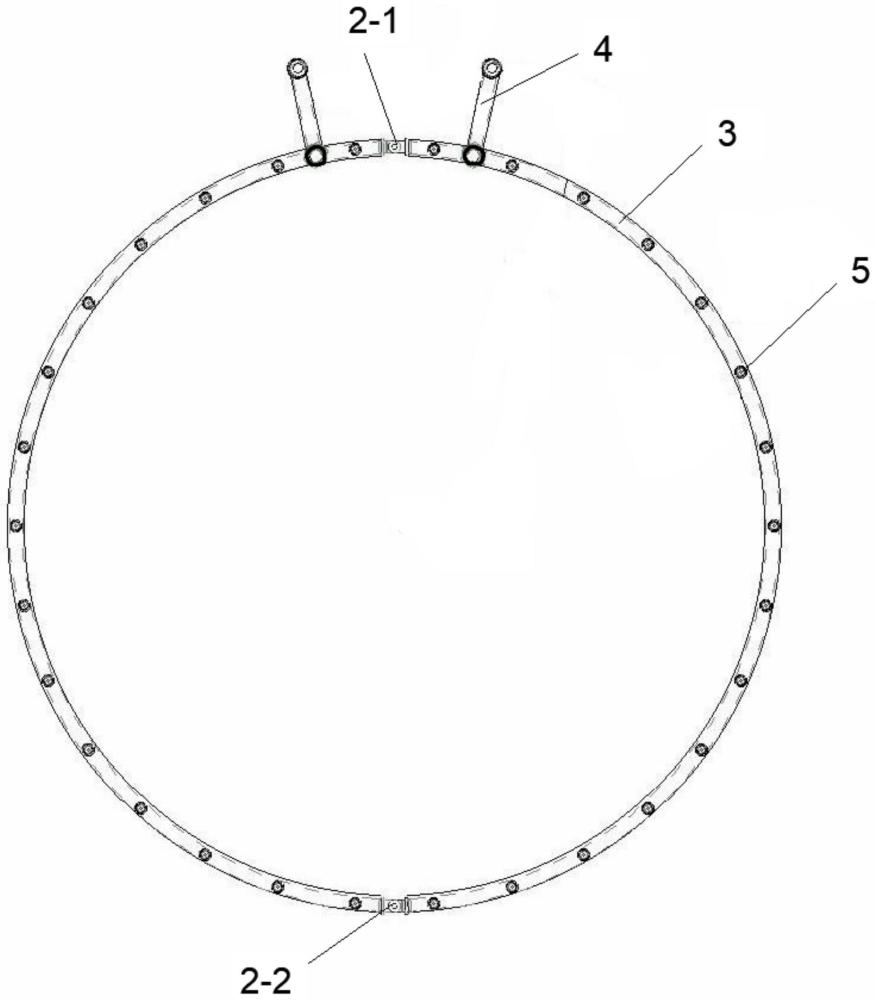
2、一种燃机环管,包括环架,所述环架组合式换装结构,所述环架由两组半环管身结构组成,两组管身结构之间通过安装结段固定对接;
3、所述管身内侧均匀分布有若干组输气接头,所述输气接头通过管路与燃机供气阀口供气对接;
4、两组管身顶部安装有两组供气接口,所述供气接口通过管路与燃料通道供料对接。
5、进一步,所述安装结段分别由输入结段和输出结段组成,所述输入结段和输出结段上分别外接有结段外接输入阀和结段外接输出阀;
6、所述结段外接输入阀输入端头通过管路与管道清洁液体容器供液对接。
7、更进一步,所述管身内壁填充有加厚层。
8、更进一步,所述加厚层内壁填充有耐腐蚀层,所述耐腐蚀层内壁开设有排槽,所述排槽沿内壁导向开设有排孔;
9、所述排槽的前后端口分别与结段外接输入阀和结段外接输出阀对接。
10、一种燃机环管的加工工艺,包括一下步骤: 步骤一:准备燃机环的加工金属原料;
11、步骤二:将准备的原料进行打头以及打孔工序;
12、步骤三:打孔后的待加工原件需要通过酸洗,完成表面处理工序;
13、步骤四:内部填充加厚工序,酸洗过后的待加工原件内壁填充加厚层,将添加了加厚层的待加工原件进行冷拔处理,进一步完成表面处理工序;
14、步骤四:加厚层填充过程中通过热处理加工,让加厚层与待加工原件内壁融为一体;
15、步骤五:根据尺寸要求将头尾的多余结构去除,后续再包装,并且送入至冷轧车间完成环管成型工序;
16、步骤六:想待加工原件的加厚层内壁添加耐腐蚀层,耐腐蚀层呈涂抹材料,可通过后期人工通过柔性长臂涂料刷完成涂抹工序,涂抹至2mm至2.5mm厚度后添加向其内壁嵌入塑性模头,该模头与排槽和排孔结构一致,完成模头嵌入后,可配合后期完成固化工序;
17、步骤七:固化后去模,将预制的模具取出保留排槽和排孔;
18、步骤八:安装结段外接输入阀和结段外接输出阀,并且检测结段外接输入阀和结段外接输出阀与排槽和排孔内部的连通流动性,确保后续的清洗工序能够顺利进行。
19、本发明的有益效果为:
20、与现有技术相比较,本申请对该环管针对环管进行优化改进,增加两处活结,便于拆装,管壁加厚。制作加工后顺利回装至机组,并经启动运行后,能够满足机组运行要求,可以替代原进口配件使用。同时内壁添加了后续清洁工艺的耐腐蚀层,可通过后续阀体安装结构进行环内清洗,配合完成耐腐蚀防护护理工序。
技术特征:
1.一种燃机环管,包括环架,其特征是:所述环架(1)组合式换装结构,所述环架(1)由两组半环管身(3)结构组成,两组管身(3)结构之间通过安装结段(2)固定对接;
2.根据权利要求1所述的燃机环管,其特征是:所述安装结段(2)分别由输入结段(2-1)和输出结段(2-2)组成,所述输入结段(2-1)和输出结段(2-2)上分别外接有结段外接输入阀(7-1)和结段外接输出阀(7-2);
3.根据权利要求1所述的燃机环管,其特征是:所述管身(3)内壁填充有加厚层(6)。
4.根据权利要求3所述的燃机环管,其特征是:所述加厚层(6)内壁填充有耐腐蚀层(8),所述耐腐蚀层(8)内壁开设有排槽(9),所述排槽(9)沿内壁导向开设有排孔(10);
5.一种燃机环管的加工工艺,其特征是:包括一下步骤: 步骤一:准备燃机环的加工金属原料;
技术总结
一种燃机环管以及燃机环管的加工工艺,包括环架,所述环架组合式换装结构,所述环架由两组半环管身结构组成,两组管身结构之间通过安装结段固定对接;所述管身内侧均匀分布有若干组输气接头,所述输气接头通过管路与燃机供气阀口供气对接;两组管身顶部安装有两组供气接口,所述供气接口通过管路与燃料通道供料对接。本申请对该环管针对环管进行优化改进,增加两处活结,便于拆装,管壁加厚。制作加工后顺利回装至机组,并经启动运行后,能够满足机组运行要求,可以替代原进口配件使用。同时内壁添加了后续清洁工艺的耐腐蚀层,可通过后续阀体安装结构进行环内清洗,配合完成耐腐蚀防护护理工序。
技术研发人员:宗键,郝书江,李文松,沈建新
受保护的技术使用者:徐州天裕燃气发电有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!