一种筒式高压缸定位结构的制作方法
本技术涉及检修,尤其是涉及一种筒式高压缸定位结构。
背景技术:
1、上汽西门子的筒式高压缸在我国的应用已比较广泛,在汽轮机检修的过程中,该筒式高压缸的检修必须拆除连接罩螺母及割除所有连接管道吊离驳运至专业场地解体检修,因此,高压缸的回装定位将直接影响机组运行的安全性及经济性,整个定位操作必须严格把控,确保精确无误。
2、该类筒式高压缸的调端和电端均设有两个立销4限制第一高压缸立销限位1和第二高压缸立销限位3的左、右移动,但由于该类筒式高压缸需要进行碰缸定位,在左右碰缸过程前,需要对立销4进行拆除,碰缸定位完毕后,计算出对立销4的加工量进行返厂加工,立销4的返厂加工需要一定的时间,在此期间检修工作不会中断,但没有立销4设于第一高压缸立销限位1和轴承座凸肩2之间,第二高压缸立销限位3和轴承座凸肩2之间,限制第一高压缸立销限位1和第二高压缸立销限位3的左、右移动,筒式高压缸会产生左、右位置偏移的风险,因此,现有技术缺少一种能够临时代替立销4限制第一高压缸立销限位1和第二高压缸立销限位3的左、右移动的式高压缸定位结构。
技术实现思路
1、本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种能够在立销返厂加工期间,限制第一高压缸立销限位和第二高压缸立销限位的左、右移动的筒式高压缸定位结构。
2、本实用新型的目的可以通过以下技术方案来实现:
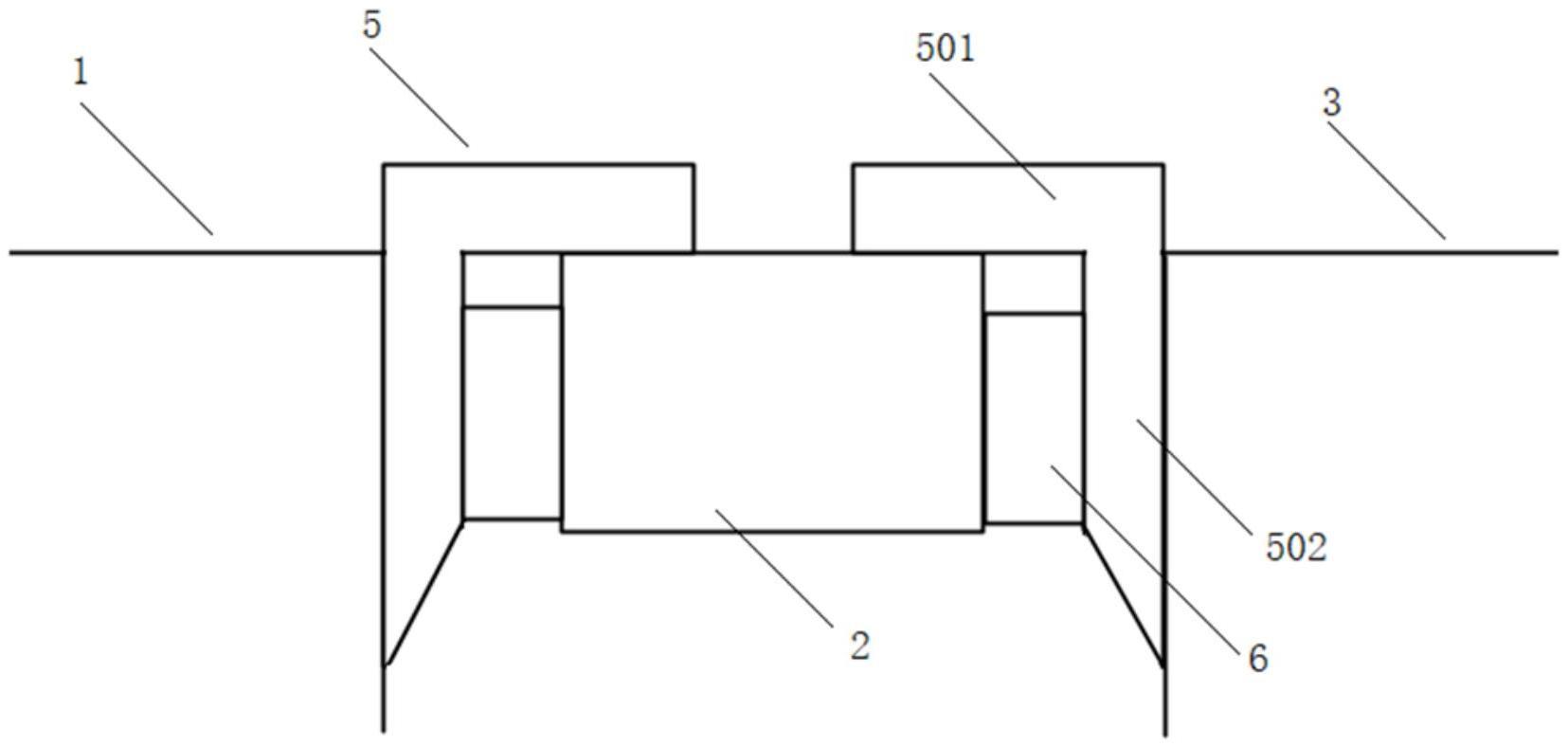
3、本实用新型提供一种筒式高压缸定位结构,设于轴承座凸肩和高压缸立销限位之间,包括固定插销和限位组件,所述固定插销包括一体成型的第一固定部和第二固定部,所述第一固定部的一端和所述第二固定部的一端形成夹角,所述第一固定部远离所述第二固定部的一端的底面与所述轴承座凸肩的顶面贴合,所述第二固定部的一侧面与所述高压缸立销限位贴合,所述限位组件设于所述第二固定部和所述轴承座凸肩之间,且所述限位组件和所述第二固定部的总宽度与所述轴承座凸肩和所述高压缸立销限位之间的开档间距相配合。
4、优选地,所述限位组件包括垫块、至少一个垫片以及依次贯穿垫块、垫片,并固定于所述第二固定部内的螺栓。
5、优选地,所述垫块、所述垫片和所述第二固定部上均设有与螺栓相配合的第二螺孔。
6、优选地,所述垫片的厚度为0.1mm~5mm。
7、优选地,所述垫块的厚度为20mm~25mm。
8、优选地,所述螺栓为沉头螺栓或内六角螺栓。
9、优选地,所述限位组件包括限位插销,所述限位插销与所述第二固定部的接触面为第一斜面,所述第二固定部与所述限位插销的接触面为与所述第一斜面相配合的第二斜面。
10、优选地,所述限位插销的底部设有把柄。
11、优选地,所述限位插销和所述第二固定部均为楔体结构。
12、优选地,所述第一固定部的顶部设有与拔销器配合的第一螺孔。
13、与现有技术相比,本实用新型具有以下优点:
14、(1)本实用新型提供的筒式高压缸定位结构通过设置第一固定部、第二固定部和限位组件,并且设置限位组件和第二固定部的总宽度与轴承座凸肩和高压缸立销限位之间的开档间距相配合,使得当立销进行返厂加工时,可先将限位组件固定于第二固定部上,由上至下将整个筒式高压缸定位结构固定于轴承座凸肩和高压缸立销限位之间,也可先将固定插销放入轴承座凸肩和高压缸立销限位之间,再将限位组件由下至上插入第二固定部和轴承座凸肩之间,实现轴承座凸肩和高压缸立销限位之间紧密固定,进而解决现有技术中因立销进行返厂加工,缺少一种定位结构,使得筒式高压缸容易产生左、右位置偏移的问题。
15、(2)本实用新型提供的筒式高压缸定位结构通过设置至少一个垫片可以实现细微调节,使得本实用新型的定位结构适用于不同开档间距的高压缸,通过设置垫块,并且设置依次贯穿垫块、垫片,并固定于第二固定部内的螺栓,可以避免垫片因受力不均而变形的问题。
技术特征:
1.一种筒式高压缸定位结构,其特征在于,设于轴承座凸肩(2)和高压缸立销限位之间,包括固定插销(5)和限位组件(6),所述固定插销(5)包括一体成型的第一固定部(501)和第二固定部(502),所述第一固定部(501)的一端和所述第二固定部(502)的一端形成夹角,所述第一固定部(501)远离所述第二固定部(502)的一端的底面与所述轴承座凸肩(2)的顶面贴合,所述第二固定部(502)的一侧面与所述高压缸立销限位贴合,所述限位组件(6)设于所述第二固定部(502)和所述轴承座凸肩(2)之间,且所述限位组件(6)和所述第二固定部(502)的总宽度与所述轴承座凸肩(2)和所述高压缸立销限位之间的开档间距相配合。
2.根据权利要求1所述的一种筒式高压缸定位结构,其特征在于,所述限位组件(6)包括垫块(602)、至少一个垫片(601)以及依次贯穿垫块(602)、垫片(601),并固定于所述第二固定部(502)内的螺栓。
3.根据权利要求2所述的一种筒式高压缸定位结构,其特征在于,所述垫块(602)、所述垫片(601)和所述第二固定部(502)上均设有与螺栓相配合的第二螺孔(603)。
4.根据权利要求2所述的一种筒式高压缸定位结构,其特征在于,所述垫片(601)的厚度为0.1mm~5mm。
5.根据权利要求2所述的一种筒式高压缸定位结构,其特征在于,所述垫块(602)的厚度为20mm~25mm。
6.根据权利要求2所述的一种筒式高压缸定位结构,其特征在于,所述螺栓为沉头螺栓或内六角螺栓。
7.根据权利要求1所述的一种筒式高压缸定位结构,其特征在于,所述限位组件(6)包括限位插销(604),所述限位插销(604)与所述第二固定部(502)的接触面为第一斜面,所述第二固定部(502)与所述限位插销(604)的接触面为与所述第一斜面相配合的第二斜面。
8.根据权利要求7所述的一种筒式高压缸定位结构,其特征在于,所述限位插销(604)的底部设有把柄(605)。
9.根据权利要求7所述的一种筒式高压缸定位结构,其特征在于,所述限位插销(604)和所述第二固定部(502)均为楔体结构。
10.根据权利要求1所述的一种筒式高压缸定位结构,其特征在于,所述第一固定部(501)的顶部设有与拔销器配合的第一螺孔(503)。
技术总结
本技术涉及一种筒式高压缸定位结构,设于轴承座凸肩和高压缸立销限位之间,包括固定插销和限位组件,所述固定插销包括一体成型的第一固定部和第二固定部,所述第一固定部的一端和所述第二固定部的一端形成夹角,所述第一固定部远离所述第二固定部的一端的底面与所述轴承座凸肩的顶面贴合,所述第二固定部的一侧面与所述高压缸立销限位贴合,所述限位组件设于所述第二固定部和所述轴承座凸肩之间,且所述限位组件和所述第二固定部的总宽度与所述轴承座凸肩和所述高压缸立销限位之间的开档间距相配合。与现有技术相比,本技术能够在立销返厂加工期间,限制第一高压缸立销限位和第二高压缸立销限位的左、右移动。
技术研发人员:徐运星,杨志钢,张杰,姜臻,单立广,倪健,沈亦居,冯钰洲,王冠人,王祤舟,赵阳,朱嘉慧,施华,顾辰林
受保护的技术使用者:华能(上海)电力检修有限责任公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!