用于大直径轴套的热处理工装的制作方法
1.本实用新型涉及热处理技术领域,具体是涉及一种用于大直径轴套的热处理工装。
背景技术:
2.很多的零件,比如轴,套,在加工过程中,需要避免在使用的时候产生腐蚀,这个时候就需要对其表面进行处理,例如镀锌,对于镀锌的轴套,是需要在镀锌之后保证轴套表面光滑的,一旦出现表面不光滑的现象,则不是零件镀锌不合格,需要进行再次处理,在进行大直径轴套(直径390
‑
420mm)镀锌的时候,会出现在轴套的端部镀锌不光滑的现象,所以,就需要对大直径轴套(直径390
‑
420mm)镀锌的时候所产生的端部镀锌不光滑现象进行解决。
技术实现要素:
3.本实用新型的目的在于提供一种用于大直径轴套的热处理工装,其解决了现有大直径轴套(直径390
‑
420mm)镀锌时候产生的端部(圆角处)不光滑问题,保证了产品的合格率和效率。
4.为实现上述目的,本实用新型提供如下技术方案:
5.用于大直径轴套的热处理工装,包括阳极导电环、和所述阳极导电环连接的阳极导电棒、和所述阳极导电环连接的绝缘屏蔽环以及和设在所述绝缘屏蔽环上的容纳腔。
6.作为本实用新型的进一步优选技术方案,所述容纳腔为从上之下直径逐渐变小的锥形腔。
7.作为本实用新型的进一步优选技术方案,所述绝缘屏蔽环上设有绝缘定位环,所述绝缘定位环上设有导电棒插孔,所述绝缘定位环通过绝缘筋板和所述绝缘屏蔽环连接。
8.作为本实用新型的进一步优选技术方案,所述绝缘定位环位于所述绝缘屏蔽环上方,且所述绝缘定位环外径小于所述绝缘屏蔽环的外径。
9.作为本实用新型的进一步优选技术方案,所述绝缘定位环、绝缘屏蔽环以及所述绝缘筋板由塑料制成。
10.作为本实用新型的进一步优选技术方案,所述容纳腔的高度为h2,所述轴套的圆角或倒角尺寸为r,所述绝缘屏蔽环的高度为h1,系数x,则h2=xr,h1=xh2,则x=(1.5
‑
2)。
11.与现有技术相比,本实用新型的有益效果:解决了现有大直径轴套(直径390
‑
420mm)镀锌时候产生的端部不光滑问题,使得镀锌之后,整个轴套的外形保持一致,且光滑均匀,保证了产品的合格率和效率。
附图说明
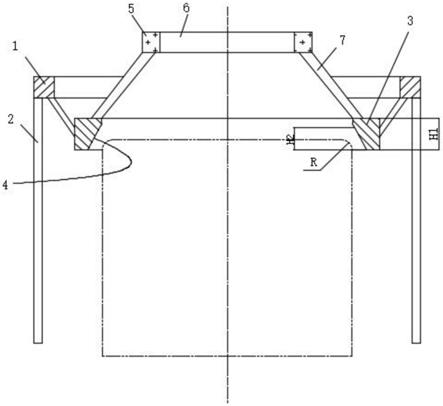
12.图1为本实用新型的结构示意图;
13.图2为本实用新型图的步骤图。
具体实施方式
14.请参阅图1~2,本实用新型实施例中,用于大直径轴套的热处理工装,包括阳极导电环1、和所述阳极导电环1连接的阳极导电棒2、和所述阳极导电环1连接的绝缘屏蔽环3以及和设在所述绝缘屏蔽环3上的容纳腔4。阳极导电棒的数量根据实际情况确定,其和阳极导电环1连接一起,两者都采用导电材料制成,而绝缘屏蔽环3则采用非导电材料制成,避免电流的通过。
15.申请人经过研究之后发现,现有的轴套镀锌不均匀的现象,都发生的轴套的圆角处,此处有大量的锌堆积,所以造成了表面不光滑以及镀锌层果后的问题,而如何解决这个问题,申请人经过了大量的实验以及研究,之后发现,是在镀锌的时候,因为其结构特性,在通过电流之后,引起了锌液的堆积,进而形成了过厚的锌层,引起了表面的不光滑,为此,申请人研发了本申请的技术方案,增设了绝缘屏蔽环,并且在绝缘屏蔽环3上设置容纳腔4,利用容纳腔将轴套的圆角部分尽量的隔绝起来,这样就能够避免了锌液的堆积,避免了锌层的过厚问题,保证了整个镀锌表面的光滑、均匀。
16.进一步的,为了和圆角的形状相对应,所述容纳腔4为从上之下直径逐渐变小的锥形腔,当然,为了取得更好的效果,所述容纳腔4的截面可以和圆角的形状相对应的圆弧形。
17.进一步的,为了取得比较好的镀锌效果,所述绝缘屏蔽环3上设有绝缘定位环5,所述绝缘定位环5上设有导电棒插孔6,所述绝缘定位环5通过绝缘筋板7和所述绝缘屏蔽环3连接,导电棒插孔和外部的导电棒间隙配合。
18.进一步的,所述绝缘定位环5位于所述绝缘屏蔽环3上方,且所述绝缘定位环5外径小于所述绝缘屏蔽环3的外径。
19.进一步的,所述绝缘定位环5、绝缘屏蔽环3以及所述绝缘筋板7由塑料制成,当然,也可以采用其余的公知的绝缘材料制成。
20.进一步的,为了取得比较好的镀锌效果,所述容纳腔4的高度为h2,所述轴套的圆角或倒角尺寸为r,所述绝缘屏蔽环3的高度为h1,系数x,则h2=xr,h1=xh2,则x=(1.5
‑
2),采用这样的方式,系数x都是同一个,所以,倍数是一样的,能够取得比较良好的镀锌效果,保证镀层的厚度一致和表面光滑。
21.一种用于大直径轴套的热处理方法,包括以下步骤:
22.步骤a放入轴套;将需要热处理的轴套放入到镀液中;
23.步骤b放入热处理工装;将热处理工装放入镀锌液中,并将轴套罩住;
24.步骤c调整步骤;调整轴套位置,使得轴套的中心线和容纳腔的中心线重合,并使得轴套的圆角或倒角和所述容纳腔保持预定的间隙;
25.步骤d通电步骤;将导电棒从导电棒插孔插入并和轴套的顶部接触,然后通电进行热处理。
26.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其发明构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.用于大直径轴套的热处理工装,其特征在于:包括阳极导电环(1)、和所述阳极导电环(1)连接的阳极导电棒(2)、和所述阳极导电环(1)连接的绝缘屏蔽环(3)以及设在所述绝缘屏蔽环(3)上的容纳腔(4)。2.根据权利要求1所述的用于大直径轴套的热处理工装,其特征在于,所述容纳腔(4)为从上之下直径逐渐变小的锥形腔。3.根据权利要求1或2所述的用于大直径轴套的热处理工装,其特征在于,所述绝缘屏蔽环(3)上设有绝缘定位环(5),所述绝缘定位环(5)上设有导电棒插孔(6),所述绝缘定位环(5)通过绝缘筋板(7)和所述绝缘屏蔽环(3)连接。4.根据权利要求3所述的用于大直径轴套的热处理工装,其特征在于,所述绝缘定位环(5)位于所述绝缘屏蔽环(3)上方,且所述绝缘定位环(5)外径小于所述绝缘屏蔽环(3)的外径。5.根据权利要求4所述的用于大直径轴套的热处理工装,其特征在于,所述绝缘定位环(5)、绝缘屏蔽环(3)以及所述绝缘筋板(7)由塑料制成。6.根据权利要求1或2所述的用于大直径轴套的热处理工装,其特征在于,所述容纳腔(4)的高度为h2,所述轴套的圆角尺寸为r,所述绝缘屏蔽环(3)的高度为h1,系数x,则h2=xr,h1=xh2,则x=(1.5
‑
2)。
技术总结
本实用新型公开了一种用于大直径轴套的热处理工装,用于大直径轴套的热处理工装,包括阳极导电环、和所述阳极导电环连接的阳极导电棒、和所述阳极导电环连接的绝缘屏蔽环以及和设在所述绝缘屏蔽环上的容纳腔。本实用新型解决了现有大直径轴套(直径390
技术研发人员:裘东鑫 谢建芳 叶向阳 石向伟 陈垚杰 李珍
受保护的技术使用者:浙江同创顶立表面技术有限公司
技术研发日:2020.06.08
技术公布日:2021/9/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1