一种深长孔电镀加工装置的制作方法
1.本实用新型涉及一种电镀加工装置,特别是一种深长孔电镀加工装置。
背景技术:
2.针对型面结构复杂的深长横向孔,特别是深长横向盲孔,进行镀镉或镀镉钛时,由于零件结构和装挂方式的限制,再加上盲孔内槽液的流通性差,采用传统电镀方式,比如中国专利cn107620097a,横向内孔顶部易产生难以避免的“气袋”现象,导致镀层难以有效沉积,镀镉或镀镉钛后需要采用刷镀镉工艺对无镀层部位进行修复,但修复后的镉层或镉钛层厚度难以控制,且操作繁琐。
3.因此,为了保证镉层或镉钛层一次电镀完整、厚度符合设计要求,需要设计一种深长横向孔(特别是盲孔)镀镉或镀镉钛加工方法和装置。
技术实现要素:
4.本实用新型所要解决的技术问题是,针对零件横向深长孔(盲孔)镉或镉钛镀层厚度不均匀或局部无镀层的问题,提供一种适应于零件横向深长孔(盲孔)进行电镀镉或镀镉钛的电镀加工装置。
5.为解决上述技术问题,本实用新型采用了如下技术方案:一种深长孔电镀加工装置,其包括管身上布满电解液喷射孔的管状阳极,所述管状阳极的一端套装第一挡块,另一端套装第二挡块,且所述管状阳极置于所述深长孔的中部,所述第一挡块、第二挡块支撑在所述深长孔的孔壁与所述管状阳极之间,所述管状阳极的端部设置加压电解液入口和导电线。
6.本实用新型结合零件深长孔(盲孔)的结构,设计与深长孔(盲孔)的长度匹配的管状阳极,且管状阳极的管身上布满电解液喷射孔,通过加压泵向管状阳极内输入加压电解液,加压电解液经电解液喷射孔流入槽液中,使槽液加速流动,并均匀沉积在深长孔(盲孔)的孔壁上,使深长孔孔壁镀层完整、厚度均匀,无因“气袋”产生的局部无镀层等缺陷。同时通过第一挡块和第二挡块的设置,既实现了零件与管状阳极之间的绝缘,又可起到管状阳极在深长孔内的定位作用。
7.本实用新型特别适用于孔径比大于等于10的深长孔电镀,特别是水平设置的深长盲孔电镀。
8.为进一步保证镀层的均匀性,所述管状阳极的轴线与所述深长孔的轴线重合。
9.为进一步保证槽液流通性,所述第一挡块和所述第二挡块为星形结构。
10.具体使用时,所述加压电解液入口经软管与加压泵连接。所述加压泵优选采用具有介质过滤结构的加压泵。
11.与现有技术相比,本实用新型的有益效果是:
12.本实用新型通过设计专用的管状阳极,并将管状阳极与加压泵连接,改变了原有传统镀镉或镀镉钛工艺采用棒状阳极和依靠槽液自身进行槽液流通的电镀方式,且经过试
用,取得如下效果:
13.1、对于零件深长孔(盲孔)镀镉或镀镉钛加工合格率可达到100%,对零件的加工质量及生产成本控制都有积极的推动作用;
14.2、本实用新型装置及方法可推广至其他零件镀镉或镀镉钛的加工;
15.3、实用性强,尤其对镉层沉积的均匀性和完成性起到了关键的作用;
16.4、本实用新型装置及方法好学易懂,安装及拆卸方便,外形美观简洁。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
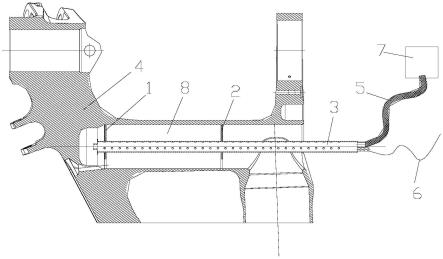
18.图1为本实用新型的结构简图。
19.图2为本实用新型管状阳极的简图。
20.图3为本实用新型第一挡块或第二挡块的简图。
21.图中:1:第一挡块;2:第二挡块;3:管状阳极;4:零件;5:软管;6:导电线;7:加压泵;8:深长孔;31:电解液喷射孔;32:加压电解液入口。
具体实施方式
22.以下结合具体优选的实施例对本实用新型作进一步描述,但并不因此而限制本实用新型的保护范围。
23.为了便于描述,各部件的相对位置关系,如:上、下、左、右等的描述均是根据说明书附图的布图方向来进行描述的,并不对本专利的结构起限定作用。
24.如图1-图3所示,本实用新型深长孔电镀加工装置一实施例包括第一挡块1、第二挡块2、管状阳极3、零件4、软管5、导电线6、加压泵7。
25.管状阳极3的管身上均布电解液喷射孔31,端部设置加压电解液入口32,并焊接导电线5,且管状阳极3的工作区域进行镀镉处理。加压电解液入口32经软管5与加压泵7连接,用于向管状阳极3内输入电解液。加压泵7优选采用具有介质过滤结构的加压泵。导电线5与导电棒相接后用于导电。
26.第一挡块1和第二挡块3为星形结构,且第一挡块1和第二挡块3采用聚四氟乙烯或有机玻璃等绝缘材质而成。第一挡块1与第二挡块2分别套装在管状阳极3的两端,在管状阳极3装入零件4的深长孔8中后,所述管状阳极3的轴线与深长孔8的轴线重合,所述第一挡块1、第二挡块2支撑在所述深长孔8的孔壁与所述管状阳极3之间。第一挡块1与第二挡块2既可起到零件4与管状阳极3之间的绝缘作用,又可起到管状阳极3在深长孔内的定位作用。
27.本实用新型的制作及使用方法为:
28.将管状阳极3加工完成后对其工作区域进行镀镉处理,后将导电线5焊接到管状阳极3的一端,将第一挡块1与第二挡块2分别套装到管状阳极3上。第一挡块1与第二挡块2安装完成后,将管状阳极3装入零件4的深长孔8中,将加压泵7的电解质输出端与管状阳极3的加压电解液入口31用软管5连接。打开加压泵使管状电极3内通入加压电解液,加压电解液
经电解液喷射孔31流入深长孔8内的槽液中,加速槽液的流通,并使槽液在深长孔孔壁上均匀沉积,保证了镀层厚度的均匀性。
29.以上所述,仅为本实用新型的具体实施方案,但本实用新型的保护范围不限于此,任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
技术特征:
1.一种深长孔电镀加工装置,其特征在于包括管身上布满电解液喷射孔的管状阳极,所述管状阳极的一端套装第一挡块,另一端套装第二挡块,且所述管状阳极置于所述深长孔的中部,所述第一挡块、第二挡块支撑在所述深长孔的孔壁与所述管状阳极之间,所述管状阳极的端部设置加压电解液入口和导电线。2.根据权利要求1所述的深长孔电镀加工装置,其特征在于,所述管状阳极的轴线与所述深长孔的轴线重合。3.根据权利要求1所述的深长孔电镀加工装置,其特征在于,所述第一挡块和所述第二挡块为星形结构。4.根据权利要求1所述的深长孔电镀加工装置,其特征在于,所述加压电解液入口经软管与加压泵连接。5.根据权利要求4所述的深长孔电镀加工装置,其特征在于,所述加压泵具有介质过滤结构。
技术总结
本实用新型公开了一种深长孔电镀加工装置,其包括管身上布满电解液喷射孔的管状阳极,所述管状阳极的一端套装第一挡块,另一端套装第二挡块,且所述管状阳极置于所述深长孔的中部,所述第一挡块、第二挡块支撑在所述深长孔的孔壁与所述管状阳极之间,所述管状阳极的端部设置加压电解液入口和导电线。本实用新型在电镀过程中槽液流通性良好,镀层的均匀性和完整性好,保证了零件镀层质量。保证了零件镀层质量。保证了零件镀层质量。
技术研发人员:赵金航 阮新科 陈文举 李博 李江 焦遥
受保护的技术使用者:中航飞机起落架有限责任公司
技术研发日:2022.01.11
技术公布日:2022/6/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1