一种弹压式挂具接点装置的制作方法
本技术涉及工装夹具,尤其涉及一种弹压式挂具接点装置。
背景技术:
1、在工件电镀过程中通常需要将工件悬挂于相应的挂具上,再将挂具和工件一起放置于电镀液中进行镀层。现有的工件电镀挂具往往是直接采用挂钩对工件进行悬挂,电镀过程中,由于挂钩悬挂工件的稳定性不高,工件会产生晃动,难以保证工件在电镀过程中的稳定性,容易造成工件的电镀位置出现偏差,此外,若晃动剧烈容易造成工件出现意外脱落的现象,致使工件无法正常进行电镀,从而造成电镀合格率较低。
技术实现思路
1、本实用新型的目的是为了解决电镀过程中工件由于缺乏稳定性而导致电镀合格率较低的技术问题,而提出的一种弹压式挂具接点装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
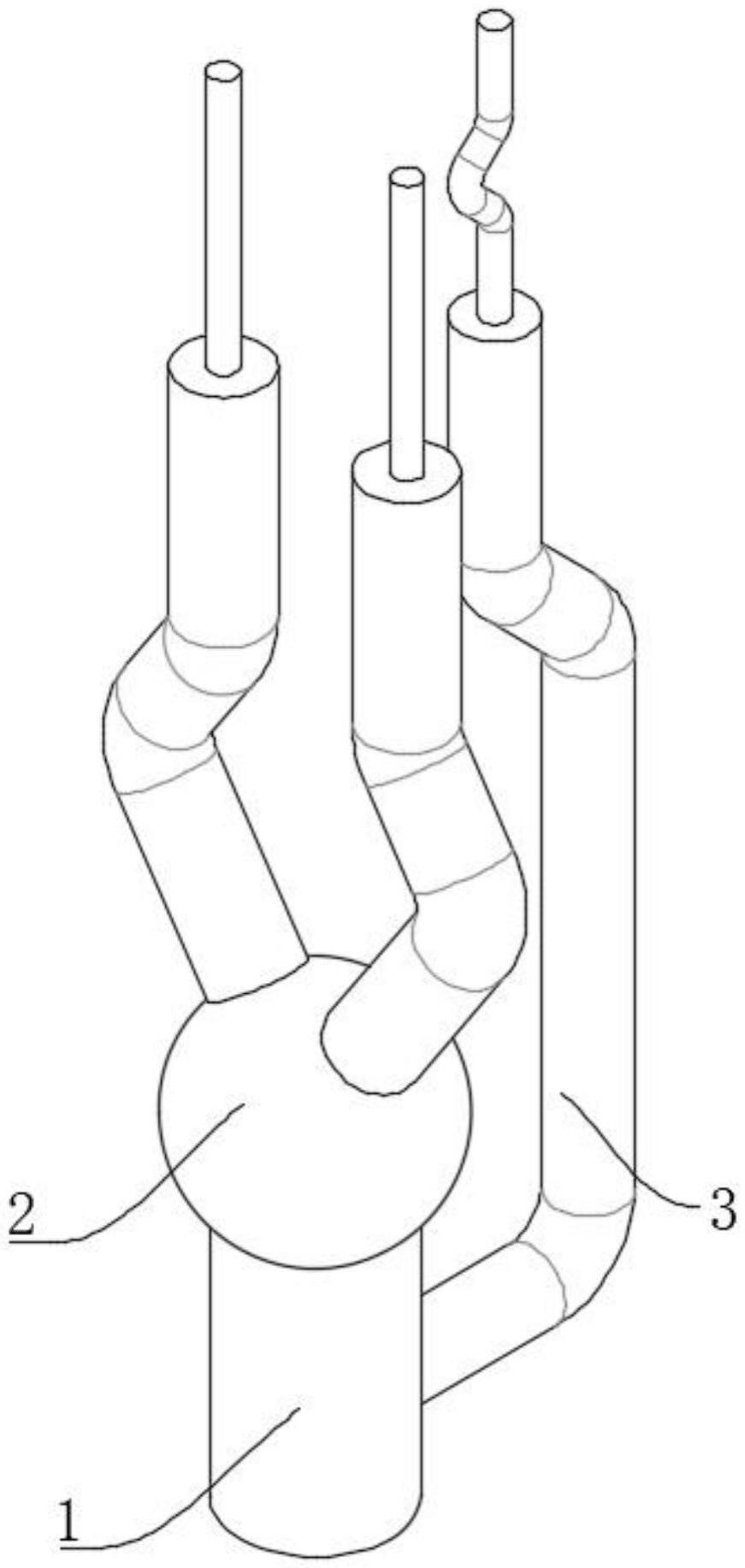
3、一种弹压式挂具接点装置,包括安装在电镀挂具上的固定杆,所述固定杆的顶端设有阻挡部,所述固定杆一侧设有配合阻挡部使用的弹压部;
4、所述阻挡部包括安装在固定杆上的固定球座,所述固定球座顶部的两侧分别安装有一个支撑杆一,所述支撑杆一的顶端设有支撑杆二,所述支撑杆二的顶端安装有直钢针,所述弹压部包括固定安装在固定杆一侧的弹压连杆,所述弹压连杆上设有安装杆,所述安装杆顶端设有弹压钢针,所述弹压钢针上设有弯折部。
5、优选的,所述支撑杆一和支撑杆二为一体成型结构设置,所述支撑杆一的截面形状为v字形,两个所述支撑杆一相对于固定球座的中心线呈对称设置。
6、优选的,所述弹压连杆为弹性材质。
7、优选的,所述直钢针和弹压钢针的材质均为316l型号钢线。
8、优选的,所述弯折部的横截面积为v字型。
9、优选的,所述弯折部的角度为100°-170°,所述弹压钢针的长度为1㎝-3㎝,所述直钢针和弹压钢针的直径均为3㎜。
10、与现有技术相比,本实用新型的有益效果是:
11、1、本实用新型通过直钢针与弹压钢针上的设置的弯折部,实现了将工件固定的作用,并通过弹压连杆的弹性特征,驱使弹压钢针配合弯折部将工件抵触在直钢针上,提高工件悬挂的稳定性,降低了工件悬挂时的脱落的可能性,有利于设备的推广。
12、2、本实用新型通过改变弯折部的角度和弹压钢针长度,实现了本装置对不同规格的工件,均能进行卡合固定的功能,扩大了本设备的使用范围,进一步提高了装置的实用性。
技术特征:
1.一种弹压式挂具接点装置,包括安装在电镀挂具上的固定杆(1),其特征在于:所述固定杆(1)的顶端设有阻挡部(2),所述固定杆(1)一侧设有配合阻挡部(2)使用的弹压部(3);
2.根据权利要求1所述的一种弹压式挂具接点装置,其特征在于:所述支撑杆一(22)和支撑杆二(23)为一体成型结构设置,所述支撑杆一(22)的截面形状为v字形,两个所述支撑杆一(22)相对于固定球座(21)的中心线呈对称设置。
3.根据权利要求1所述的一种弹压式挂具接点装置,其特征在于:所述弹压连杆(31)为弹性材质。
4.根据权利要求1所述的一种弹压式挂具接点装置,其特征在于:所述直钢针(24)和弹压钢针(33)的材质均为316l型号钢线。
5.根据权利要求1所述的一种弹压式挂具接点装置,其特征在于:所述弯折部(34)的横截面积为v字型。
6.根据权利要求1所述的一种弹压式挂具接点装置,其特征在于:所述弯折部(34)的角度为100°-170°,所述弹压钢针(33)的长度为1㎝-3㎝,所述直钢针(24)和弹压钢针(33)的直径均为3㎜。
技术总结
本技术涉及工装夹具技术领域,提出了一种弹压式挂具接点装置,包括安装在电镀挂具上的固定杆,所述固定杆的顶端设有阻挡部,所述固定杆一侧设有配合阻挡部使用的弹压部,所述阻挡部包括安装在固定杆上的固定球座,所述固定球座顶部的两侧分别安装有一个支撑杆一,所述支撑杆一的顶端设有支撑杆二,所述支撑杆二的顶端安装有直钢针,所述弹压部包括固定安装在固定杆一侧的弹压连杆。本技术本技术通过直钢针与弹压钢针上的设置的弯折部,实现了将工件固定的作用,并通过弹压连杆的弹性特征,驱使弹压钢针配合弯折部将工件抵触在直钢针上,提高工件悬挂的稳定性,降低了工件悬挂时的脱落的可能性,有利于设备的推广。
技术研发人员:吕静伟,王磊,赵鑫
受保护的技术使用者:长春富晟安创汽车零部件有限公司
技术研发日:20221124
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!