一种高精度尺寸控制的镍版电铸方法及其制品与流程
本发明属于包装印刷镍版制造相关领域,更具体地,涉及一种高精度尺寸控制的镍版电铸方法及其制品。
背景技术:
1、目前的各类印刷包装行业中,通常需要使用到镍版。尤其是烟包制造行业对纸张定位精度要求高的应用场合下,纸张定位尺寸的精准度很大程度上是由镍版的定位精度而决定的,因此镍版的电铸制造工艺日益受到重视。
2、大量的实践中发现,在长时间连续使用的电铸缸中镀版,镍版表面整体图案尺寸会有一个缩小的趋势。镍版电铸过程,实质是镍版金属晶粒电沉积过程,通过调控这一形成过程中镍版的内应力,可实现对镍版图案的有效放大。现有技术中如cn201210181870.4中已经提出了一些解决思路,如在电铸缸中加入糖精钠,可实现镍版图案整体尺寸的有效放大。
3、然而,进一步的研究表明,上述现有技术仍存在以下的缺陷或不足:现有烟包制造行业对于定位纸张的精度提出了越来越高的要求,例如,一张定位纸最上方一排图案与最下方一排图案尺寸要求尽可能保持一致。在此情况下,现有技术提出的解决方案仅能实现镍版图案整体呈放大趋势,但上下左右各处的实际放大数值并不能保持相同,且无有效手段控制这种误差。此外,镍版经过多次翻版复制,这样一种内部的尺寸区别会加大,例如一块镍版的上横内角线距离比下横内角线距离小0.2mm时,该镍版的图案呈现头小脚大,严重影响定位纸生产的尺寸精度。
4、相应地,本领域亟需对此作出进一步的改进或改善,以便更好地符合现代化包装印刷对镍版制造工艺的更高质量要求。
技术实现思路
1、针对现有技术的以上缺陷或需求,本发明的目的在于提供一种高精度尺寸控制的镍版电铸方法及其制品,其中通过充分结合包装印刷用镍版电铸工艺的自身特征和特定需求,对其具体工艺过程及作用机理等方面作出针对性的改进,相应能够对镍版内部上下左右四边的定位尺寸差异执行所需的针对性精细调整,并确保各类印刷产品在长期生产过程中也不会出现错位偏差,因而尤其适用于对尺寸精度要求更高的印刷包装譬如香烟包装之类的印刷运用场合。
2、为实现上述目的,按照本发明的一个方面,提供了一种高精度尺寸控制的镍版电铸方法,其特征在于,该方法包括下列步骤:
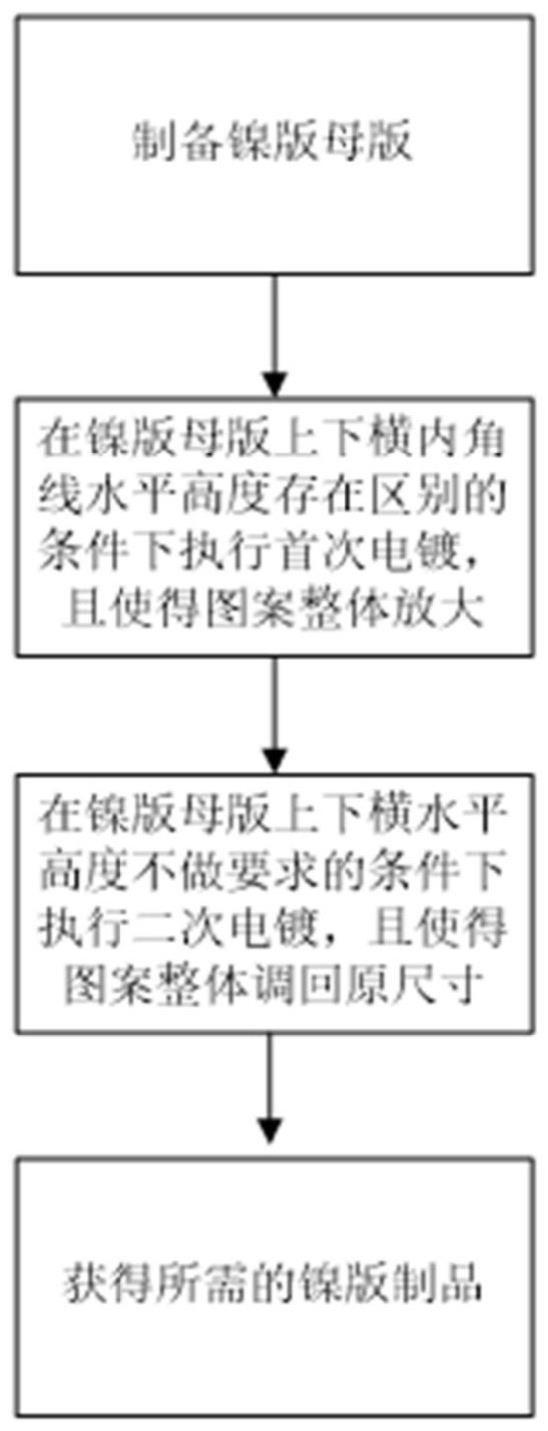
3、步骤i、将镍版母版的上横内角线水平高度设定为接近于电镀槽液中镍珠填充的最高液位,同时将镍版母版的下横内角线水平高度设定在电镀槽液的竖向下方;以此方式执行首次电镀,使得镍版图案整体尺寸放大的同时,缩小镍版上下横向内角线之间的尺寸差异;
4、步骤ii、将上述镍版母版再次置于电镀槽液中,并在其上下横向水平高度不做要求的情况下执行二次电镀,并使得镍版图案整体调回原尺寸。
5、通过以上构思,本发明首先在镍版图案整体放大过程中弥补上下横向内角线距离差异,然后通过缩小将镍版图案整体调回原尺寸,相应能够以简单快捷、便于操控的方式来有效缩小电镀最终所获得镍版内部上下左右四边的定位尺寸差异,并确保印刷产品在长期生产过程中也不会出现错位偏差。更具体地,就反应机理而言,镍版形成过程中的镍珠晶粒堆积除了受外部因素改变镍版内应力,还受镍离子电沉积速度影响,因此适当减缓电沉积速度,会稍微增大该部分的镍版尺寸;此外,镍离子电沉积速度受槽液环境金属镍的电解速度以及镍离子浓度影响,将镍版偏上部分接近镍珠分解出镍离子浓度相对较低液位,较多的实际测试表明,能顺利实现该部分镍离子电沉积速度的适当减缓。
6、作为进一步优选地,在步骤i中,所述电镀槽液的成分配比优选为:氨基磺酸镍500g/l~650g/l、氯化镍5g/l~20g/l、硼酸30g/l~40g/l、十二烷基硫酸钠0.06g/l~0.2g/l、邻苯甲酰磺酰亚胺钠0.0005g/l~0.001g/l。
7、作为进一步优选地,在步骤i中,所述首次电镀的镀版电流优选设定为35a~45a。
8、作为进一步优选地,在步骤ii中,所述电镀槽液中不含有邻苯甲酰磺酰亚胺钠,其成分配比优选为:氨基磺酸镍500g/l~650g/l、氯化镍5g/l~20g/l、硼酸30g/l~40g/l、十二烷基硫酸钠0.06g/l~0.2g/l。
9、作为进一步优选地,在步骤ii中,所述二次电镀的镀版电流优选设定为60a~70a。
10、按照本发明的另一方面,还提供了相应的镍版制品。
11、作为进一步优选地,所述镍版制品的图案呈上下左右四边定位均衡的状态。
12、作为进一步优选地,所述镍版制品优选被用于烟草包装的印刷场合。
13、总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下技术优点:
14、(1)本发明充分结合印刷用镍版在各类高精度制造工况下的定位功能进行考虑,通过对整个电镀工艺的操作步骤及其作用机理等方面重新进行设计,相应能够有效解决现有技术中仅能实现镍版图案整体放大的不足,并显著缩小了镍版内部的上下左右四边的定位差异,顺利克服了镍版图案呈头小脚大的固有问题;
15、(2)本发明还对所涉及的多个关键反应参数作出了进一步的优化改进,较多的实际测试表明,其能够将镍版上下两侧的图案横向机理偏差缩小至0.2mm以下,并且确保在长期生产印刷过程中不出现错位偏差;
16、(3)本发明镍版电镀工艺方法简单快捷、可靠性高、便于操控,能够对镍版内部上下左右四边的定位尺寸差异执行所需的针对性精细调整,因而尤其适用于对尺寸精度要求更高的印刷包装譬如香烟包装之类的印刷运用场合。
技术特征:
1.一种高精度尺寸控制的镍版电铸方法,其特征在于,该方法包括下列步骤:
2.如权利要求1所述的镍版电铸方法,其特征在于,在步骤i中,所述电镀槽液的成分配比优选为:氨基磺酸镍500g/l~650g/l、氯化镍5g/l~20g/l、硼酸30g/l~40g/l、十二烷基硫酸钠0.06g/l~0.2g/l、邻苯甲酰磺酰亚胺钠0.0005g/l~0.001g/l。
3.如权利要求2所述的镍版电铸方法,其特征在于,在步骤i中,所述首次电镀的镀版电流优选设定为35a~45a。
4.如权利要求1-3任意一项所述的镍版电铸方法,其特征在于,在步骤ii中,所述电镀槽液中不含有邻苯甲酰磺酰亚胺钠,其成分配比优选为:氨基磺酸镍500g/l~650g/l、氯化镍5g/l~20g/l、硼酸30g/l~40g/l、十二烷基硫酸钠0.06g/l~0.2g/l。
5.如权利要求4所述的镍版电铸方法,其特征在于,在步骤ii中,所述二次电镀的镀版电流优选设定为60a~70a。
6.一种高精度尺寸控制的镍版制品,其特征在于,其采用如权利要求1-6任意一项所述的方法制得。
7.如权利要求6所述的镍版制品,其特征在于,所述镍版制品的图案呈上下左右四边定位均衡的状态。
8.如权利要求6或7所述的镍版制品,其特征在于,所述镍版制品优选被用于烟草包装的印刷场合。
技术总结
本发明属于包装印刷镍版制造相关领域,并公开了一种高精度尺寸控制的镍版电铸方法,包括:将镍版母版的上横内角线水平高度设定为接近于电镀槽液中镍珠填充的最高液位,同时将镍版母版的下横内角线水平高度设定在电镀槽液的竖向下方;以此方式执行首次电镀,使得镍版图案整体尺寸放大的同时,缩小镍版上下横向内角线之间的尺寸差异;将上述镍版母版再次置于电镀槽液中,并在其上下横向水平高度不做要求的情况下执行二次电镀,并使得镍版图案整体调回原尺寸。本发明还公开了相应的镍版制品。通过本发明,能够对镍版内部上下左右四边的定位尺寸差异执行所需的针对性精细调整,并确保各类印刷产品在长期生产过程中也不会出现错位偏差。
技术研发人员:何宗健,郑成赋,张雪兵,方杰,陈祥,刘寿宇
受保护的技术使用者:湖北华工图像技术开发有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!