一种工件电泳涂装预处理工艺的制作方法
本发明涉及金属材料表面处理,具体为一种工件电泳涂装预处理工艺。
背景技术:
1、电泳涂装是利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电极之一的基底表面的涂装方法,这种方法在汽车、建材、五金、家电等行业中得到非常广泛的应用,经过电泳处理后的工件,会增加更强的力度、附着力、耐腐蚀的能力,但电泳工艺也具有一定的局限性,如木材、塑料等无导电性的物件不能采用这种涂装方法。
2、在电泳工作前,需要工作人员对工件进行预处理,清理其表面的油、锈等杂质,如果油锈处理不干净,会影响到后续磷化膜的形成,还会影响电泳涂层的结合力、装饰能力和最重要的耐腐蚀性。
3、现有技术在对工件的预处理过程中,会使用到清洗剂对工件进行冲洗,用于辅助除锈除油工作的进行,但是目前所使用的清洗剂成分配比,较为的单一,每个工件的油、锈情况是不一样的,因此所产生的处理效果,也不同,有可能会出现固体污迹较多,如要彻底的清洁干净,会延长清洗的时间。
技术实现思路
1、(一)解决的技术问题
2、本发明的目的在于提供一种工件电泳涂装预处理工艺,以解决上述背景技术中提出面对不同情况的工件,会延长清洗时间的问题。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:一种工件电泳涂装预处理工艺,包括如下步骤:
5、步骤一:清水冲洗待处理工件,将工件挂持,使用高压水枪的方式进行冲洗;
6、步骤二:将冲洗完后的工件放入到除油池中,使用喷淋法,辅助使用有机溶剂,对工件进行除油;
7、步骤三:将除油后的工件放入到除锈池中,对工件进行化学浸泡,在除锈池中辅助使用锈蚀转化剂;
8、步骤四:使用清水对工件进行冲洗,使其表面化学药剂脱落;
9、步骤五:将清洗后的工件放置进清洗槽,使用具有磷化系统的清洗液对工件进行清洗;
10、步骤六:使用磷化液进行磷化处理。
11、优选的,所述将工件放入至清洗设备的内部,清洗设备选用到高压水射流清洗机,高压水射流清洗机对水进行增压,高压水流对工件全面清洗,清洗时长控制在3min。
12、优选的,所述除油所用有机溶液使用到甲苯、三氯乙烯和四氯化碳其中一种。
13、优选的,所述在步骤三中,对工件浸泡时,除锈池的温度设置为30℃,浸泡时长为10min。
14、优选的,所述在步骤三中,锈蚀转化剂配比比例为磷酸铁19%,硫酸铜3%,渗透剂15%,硫酸钙2%,剩余余量为纯水。
15、优选的,所述在步骤四中,高压水射流清洗机清洗时常设置为2min。
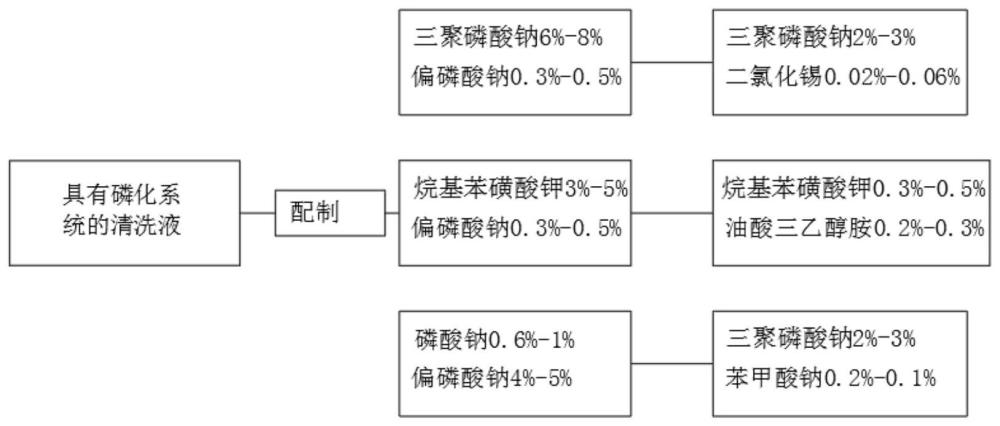
16、优选的,所述在步骤五中,具有磷化系统的清洗液具体为表面活性剂,表面活性剂的配制比例为烷基苯磺酸钾3%-5%,偏磷酸钠0.3%-0.5%,剩余余量为纯水。
17、优选的,所述在步骤六中,磷化液的配制比例为硝酸130-200g/l,碳酸铜0.5-2g/l,马日夫盐13-15g/l,柠檬酸钠0.6-1.5g/l,硝酸锌50-60g/l,其余余量为水,磷化过程中,温度设置为40,磷化时间10min。
18、与现有技术相比,本发明的有益效果是:本发明采用具有磷化系统的清洗剂对工件进行清洗,且清洗剂的制备比例可调,保证了清洗剂与磷化膜之间相容,在不破坏工件表面氧化层的情况下,最大程度对工件进行去污,面对固体污迹较多的工件或油渍较多的工件,能够根据其特殊情况调配适合的清洗剂,能够提升洗净速度,能够提升磷化膜的附着力,增加后续电泳镀膜的耐腐蚀性。
技术特征:
1.一种工件电泳涂装预处理工艺,其特征在于:包括如下步骤:
2.根据权利要求1一种工件电泳涂装预处理工艺,其特征在于:将工件放入到清洗设备的内部,清洗设备选用到高压水射流清洗机,高压水射流清洗机对水进行增压,高压水流对工件全面清洗,清洗时长控制在3min。
3.根据权利要求2一种工件电泳涂装预处理工艺,其特征在于:除油所用有机溶液使用到甲苯、三氯乙烯和四氯化碳其中一种。
4.根据权利要求3一种工件电泳涂装预处理工艺,其特征在于:在步骤三中,对工件浸泡时,除锈池的温度设置为30℃,浸泡时长为10min。
5.根据权利要求4一种工件电泳涂装预处理工艺,其特征在于:在步骤三中,锈蚀转化剂配比比例为磷酸铁19%,硫酸铜3%,渗透剂15%,硫酸钙2%,剩余余量为纯水。
6.根据权利要求5一种工件电泳涂装预处理工艺,其特征在于:在步骤四中,高压水射流清洗机清洗时常设置为2min。
7.根据权利要求6一种工件电泳涂装预处理工艺,其特征在于:在步骤五中,具有磷化系统的清洗液具体为表面活性剂,表面活性剂的配制比例为烷基苯磺酸钾3%-5%,偏磷酸钠0.3%-0.5%,剩余余量为纯水。
8.根据权利要求7一种工件电泳涂装预处理工艺,其特征在于:在步骤六中,磷化液的配制比例为硝酸130-200g/l,碳酸铜0.5-2g/l,马日夫盐13-15g/l,柠檬酸钠0.6-1.5g/l,硝酸锌50-60g/l,其余余量为水,磷化过程中,温度设置为40,磷化时间10min。
技术总结
本发明涉及金属材料表面处理技术领域,且公开了工件电泳涂装预处理工艺,包括:清水冲洗待处理工件,将工件挂持,使用高压水枪的方式进行冲洗,将冲洗完后的工件放入到除油池里,使用喷淋法,辅助使用有机溶剂,对工件进行除油,将除油后的工件放入到除锈池中,对工件进行化学浸泡。该工件电泳涂装预处理工艺,采用具有磷化系统的清洗剂对工件进行清洗,且清洗剂的制备比例可调,保证了清洗剂与磷化膜之间相容,在不破坏工件表面氧化层的情况下,最大程度对工件进行去污,面对固体污迹较多的工件或油渍较多的工件,能够根据其特殊情况调配适合的清洗剂,能够提升洗净速度,能够提升磷化膜的附着力,增加后续电泳镀膜的耐腐蚀性。
技术研发人员:周文军,黄晓芳,罗文
受保护的技术使用者:常熟市长发铝业有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!