一种滚镀生产线的制作方法
本技术涉及电镀生产,尤其涉及一种滚镀生产线。
背景技术:
1、小零件受形状、大小等因素影响无法或不宜装挂,故通常采用滚镀工艺对小零件进行表面处理。滚镀是指,将一定数量的小零件置于专用滚筒内、在滚动状态下以间接导电的方式使零件表面沉积上各种金属或合金镀层、以达到表面防护装饰及各种功能性目的。现有的滚镀生产线通常需要人工将零件放入滚筒中,零件电镀完成后,也需人工将零件从滚筒中取出。该滚镀生产线存在的缺陷有:(1)自动化程度低,无法实现自动化上料和下料;(2)小零件的数量较多,同时整体重量较大,导致工人的劳动强度大,人工成本也比较高。
2、因此亟需提供一种能够实现全自动上下料的滚镀生产线。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点、不足,本实用新型提供一种滚镀生产线,其解决了现有的滚镀生产线自动化程度低,导致工人劳动强度大的技术问题。
3、(二)技术方案
4、为了达到上述目的,本实用新型采用的主要技术方案包括:
5、本实用新型实施例提供一种滚镀生产线,包括:滚镀生产装置、设置在所述滚镀生产装置进料端的自动上料装置、设置在所述滚镀生产装置出料端的自动下料装置以及设置在所述自动下料装置出料端的网带烘干机。
6、可选地,所述自动上料装置包括:震动送料盘、称重输送机、上料推送输送机以及上料滚筒自动开关盖;
7、所述震动送料盘的出料端与所述称重输送机的进料端连接,所述称重输送机的出料端与所述上料推送输送机的进料端连接,所述上料推送输送机用于将零件输送至所述上料滚筒自动开关盖上的滚筒内。
8、可选地,还包括:陪镀球以及陪镀球缓存输送机;
9、所述陪镀球缓存输送机的出料端与所述称重输送机的进料端连接,用以将所述陪镀球输送至所述称重输送机上。
10、可选地,所述滚镀生产装置包括:一层自动上料线、二层磷化生产线、上料升降架以及下料升降架;
11、所述二层磷化生产线,位于所述一层自动上料线的上方,由多个电镀池组成,所述上料升降架设置在所述二层磷化生产线的起始端,能够将所述滚筒由所述一层自动上料线提升至所述二层磷化生产线,所述下料升降架设置在所述二层磷化生产线的尾端,能够将所述滚筒由所述二层磷化生产线下降至所述一层自动上料线。
12、可选地,所述二层磷化生产线还包括:行车,所述行车设置在所述电镀池的上方,用于吊起所述上料升降架上的所述滚筒,并携带所述滚筒在各个所述电镀池之间移动,以进行滚镀处理。
13、可选地,所述一层自动上料线的内部设置有空滚筒回转行车,所述空滚筒回转行车用于吊起所述自动下料装置处的滚筒,并将所述滚筒移动至所述上料滚筒自动开关盖处。
14、可选地,所述自动下料装置包括:下料滚筒自动开关盖、滚筒下料传送带以及分料震动筛。
15、所述下料滚筒自动开关盖的出料端与所述滚筒下料传送带的进料端连接,所述滚筒下料传送带的出料端与所述分料震动筛的进料端连接,所述分料震动筛用于分离所述零件和所述陪镀球。
16、可选地,还包括:第一陪镀球返回输送机和第二陪镀球返回输送机;
17、所述分料震动筛的零件出料口与所述网带烘干机连接,所述分料震动筛的陪镀球出料口与所述第一陪镀球返回输送机的进料端连接,所述第一陪镀球返回输送机的出料端与所述第二陪镀球返回输送机的进料端连接,所述第二陪镀球返回输送机的出料端与所述陪镀球缓存输送机的进料端连接。
18、(三)有益效果
19、本实用新型的有益效果是:本实用新型的滚镀生产线,由于采用包括:滚镀生产装置、设置在所述滚镀生产装置进料端的自动上料装置、设置在所述滚镀生产装置出料端的自动下料装置以及设置在所述自动下料装置出料端的网带烘干机,相对于现有技术而言,其可以实现自动化上下料,节省人工操作时间,也减少了工人暴露在危险和恶劣环境中的情况,有效的解决了工人劳动强度大、产品质量得不到保证的问题。
技术特征:
1.一种滚镀生产线,其特征在于:所述滚镀生产线包括:滚镀生产装置、设置在所述滚镀生产装置进料端的自动上料装置、设置在所述滚镀生产装置出料端的自动下料装置以及设置在所述自动下料装置出料端的网带烘干机(17)。
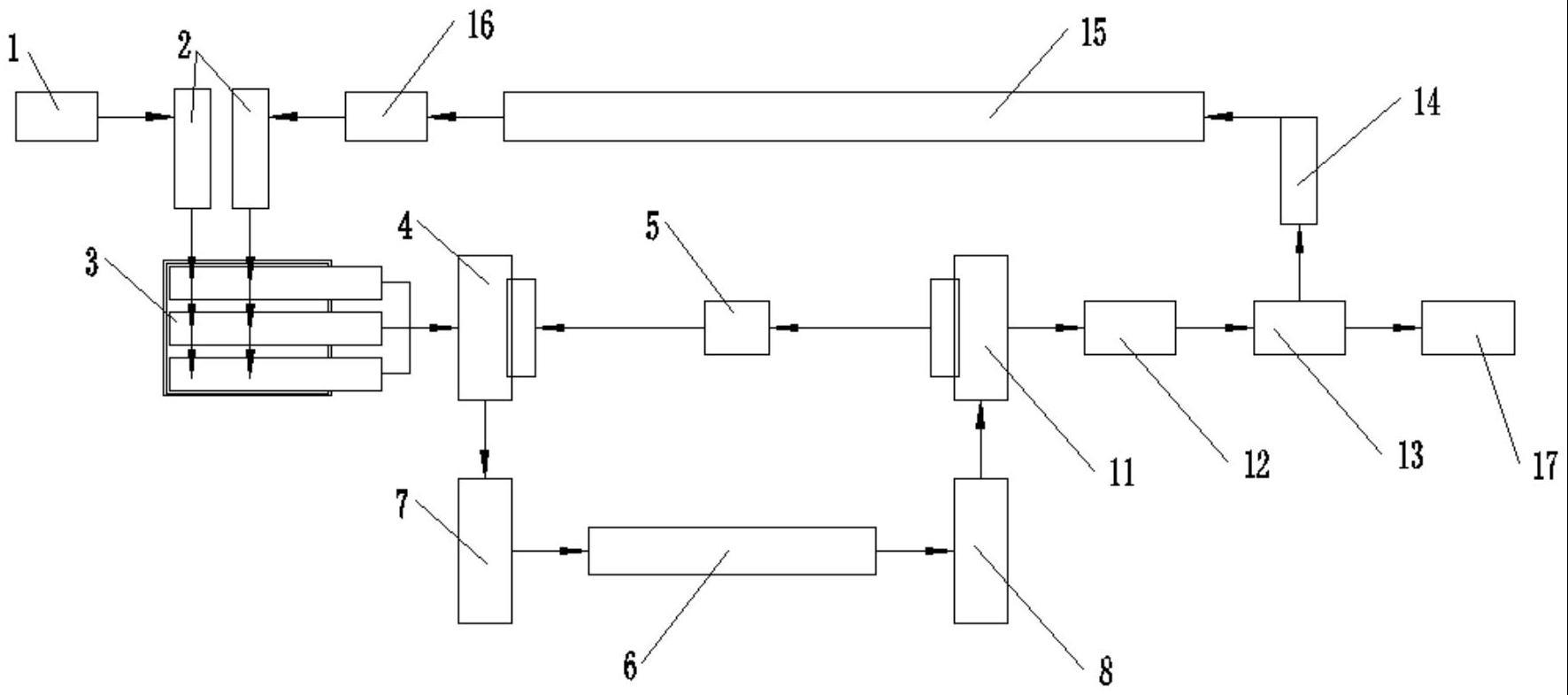
2.如权利要求1所述的滚镀生产线,其特征在于:所述自动上料装置包括:震动送料盘(1)、称重输送机(2)、上料推送输送机(3)以及上料滚筒自动开关盖(4);
3.如权利要求2所述的滚镀生产线,其特征在于:还包括:陪镀球以及陪镀球缓存输送机(16);
4.如权利要求3所述的滚镀生产线,其特征在于:所述滚镀生产装置包括:一层自动上料线(5)、二层磷化生产线(6)、上料升降架(7)以及下料升降架(8);
5.如权利要求4所述的滚镀生产线,其特征在于:所述二层磷化生产线(6)还包括:行车(9),所述行车(9)设置在所述电镀池的上方,用于吊起所述上料升降架(7)上的所述滚筒(18),并携带所述滚筒(18)在各个所述电镀池之间移动,以进行滚镀处理。
6.如权利要求4所述的滚镀生产线,其特征在于:所述一层自动上料线(5)的内部设置有空滚筒回转行车(10),所述空滚筒回转行车(10)用于吊起所述自动下料装置处的滚筒(18),并将所述滚筒(18)移动至所述上料滚筒自动开关盖(4)处。
7.如权利要求6所述的滚镀生产线,其特征在于:所述自动下料装置包括:下料滚筒自动开关盖(11)、滚筒下料传送带(12)以及分料震动筛(13),
8.如权利要求7所述的滚镀生产线,其特征在于:还包括:第一陪镀球返回输送机(14)和第二陪镀球返回输送机(15);
技术总结
本技术涉及一种滚镀生产线,包括:滚镀生产装置、设置在所述滚镀生产装置进料端的自动上料装置、设置在所述滚镀生产装置出料端的自动下料装置以及设置在所述自动下料装置出料端的网带烘干机。自动上料装置包括:震动送料盘、称重输送机、上料推送输送机以及上料滚筒自动开关盖;所述震动送料盘的出料端与所述称重输送机的进料端连接,所述称重输送机的出料端与所述上料推送输送机的进料端连接,所述上料推送输送机用于将零件输送至所述上料滚筒自动开关盖上的滚筒内。本技术的滚镀生产线,由于采取上述装置,其可以实现自动化上下料,节省人工操作时间,也大大降低了工人的劳动强度。
技术研发人员:李安生
受保护的技术使用者:纽堡科技(天津)有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!