一种新型图形电镀陪镀板的制作方法
本技术属于电镀设备,尤其涉及一种新型图形电镀陪镀板。
背景技术:
1、目前,垂直连续电镀设备已广泛使用在ic载板电镀工序中,该设备可以连续式打电流。生产板在电镀过程中,需要在首板和尾板采用与之相邻的陪镀板,确保打生产板上的电流是设定的电流。
2、目前vcp所使用的陪镀板,多数为全铜板,全铜板受镀面积为100%。在做图形电镀时,与之相邻的生产板电流会被全铜板分掉,会造成生产板镀铜不均,铜厚达不到要求等缺陷。
3、通过上述分析,现有技术存在的问题及缺陷为:现有的陪镀板电镀面积太大,做图形电镀时,与之相邻的生产板会出现镀铜不均匀,铜厚差异大等缺陷。
技术实现思路
1、为克服相关技术中存在的问题,本实用新型提供了一种新型图形电镀陪镀板。
2、本实用新型的技术方案如下:
3、一种新型图形电镀陪镀板设置有:
4、陪镀板板体;
5、所述陪镀板板体为覆铜箔层压板;
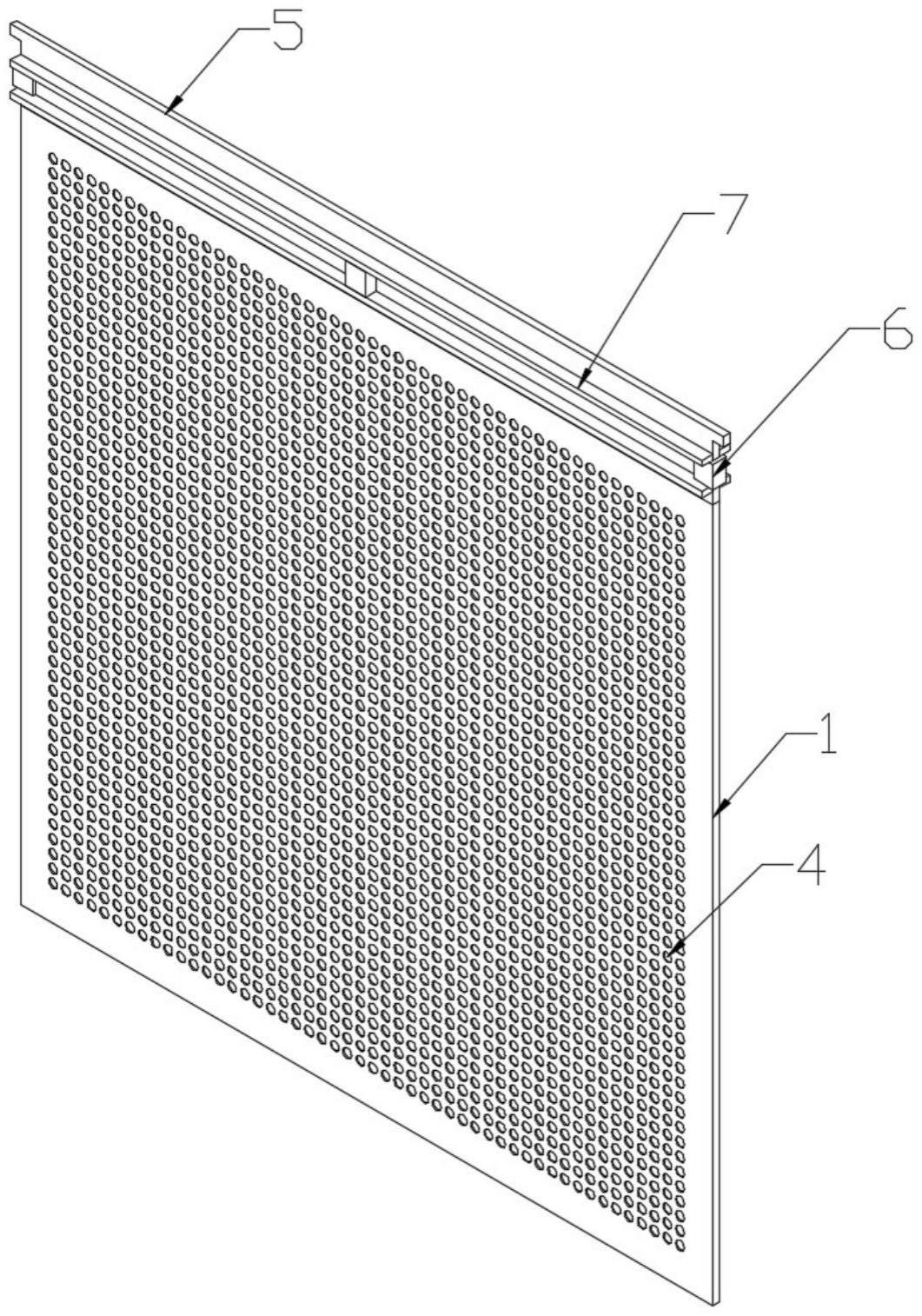
6、所述陪镀板板体设置有板边部分和刻蚀部分,所述板边部分包裹在刻蚀部分边沿位置;
7、所述刻蚀部分在表面的铜板刻蚀有若干均匀分布的圆形开窗。
8、在一个实施例中,所述陪镀板板体采用厚度为0.3mm的fr-4ccl,铜厚为12um。
9、在一个实施例中,所述圆形开窗直径为1.995mm,相邻的圆形开窗之间相距为0.492mm左右。
10、在一个实施例中,所述陪镀板板体表面的残铜面积为50%。
11、在一个实施例中,所述板边部分宽度为9.216mm。
12、在一个实施例中,所述板边部分一侧一体化连接有延长板,所述延长板外侧套设有滑动架,所述滑动架两侧固定有刮板,所述滑动架和刮板均为非金属材质体。
13、在一个实施例中,所述滑动架设置有两个u形滑槽,两个u形滑槽分别滑动卡设在延长板外侧。
14、在一个实施例中,所述刮板的里端边沿与板边部分的外表面齐平,两个刮板中间连接有支撑块。
15、在一个实施例中,所述延长板两侧外端分别设置有一个限位块。
16、在一个实施例中,所述滑动架两端均布有防滑凸起。
17、结合上述的所有技术方案,本实用新型所具备的优点及积极效果为:
18、本实用新型通过在陪镀板板体表面刻蚀有若干圆形开窗,使得电镀时的电流通过均布有圆形开窗的铜板进行传输,使其在电镀时的电流与生产板相近,使得电镀效果更为均匀,进而提高电镀产品良品率。而且陪镀板板体采用覆铜箔层压板,具有高强度,优异的耐热性和高介电性能的优点。
19、本实用新型通过在延长板外侧设置有滑动架和刮板,可以利用滑动架带动刮板对陪镀板板体表面进行清理,避免陪镀板板体表面粘附的电镀液或其他杂质对使用造成影响,便于陪镀板进行循环使用,操作方便;通过两个u形滑槽,可以便于与延长板和板边部分的外沿配合滑动;通过支撑块可以保证两个刮板中间的结构强度;通过延长板外侧的限位块可以对滑动架进行限位,避免滑动架的脱出;通过防滑凸起可以便于对滑动架进行移动。
20、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本实用新型的公开。
技术特征:
1.一种新型图形电镀陪镀板,其特征在于,所述新型图形电镀陪镀板设置有:
2.根据权利要求1所述的新型图形电镀陪镀板,其特征在于,所述陪镀板板体(1)采用厚度为0.3mm的fr-4ccl,铜厚为12um。
3.根据权利要求1所述的新型图形电镀陪镀板,其特征在于,所述圆形开窗(4)直径为1.995mm,相邻的圆形开窗(4)之间相距为0.492mm。
4.根据权利要求1所述的新型图形电镀陪镀板,其特征在于,所述陪镀板板体(1)表面的残铜面积为50%。
5.根据权利要求1所述的新型图形电镀陪镀板,其特征在于,所述板边部分(2)宽度为9.216mm。
6.根据权利要求1所述的新型图形电镀陪镀板,其特征在于,所述板边部分(2)一侧一体化连接有延长板(5),所述延长板(5)外侧套设有滑动架(6),所述滑动架(6)两侧固定有刮板(7),所述滑动架(6)和刮板(7)均为非金属材质体。
7.根据权利要求6所述的新型图形电镀陪镀板,其特征在于,所述滑动架(6)设置有两个u形滑槽(8),两个u形滑槽(8)分别滑动卡设在延长板(5)外侧。
8.根据权利要求6所述的新型图形电镀陪镀板,其特征在于,所述刮板(7)的里端边沿与板边部分(2)的外表面齐平,两个刮板(7)中间连接有支撑块(9)。
9.根据权利要求6所述的新型图形电镀陪镀板,其特征在于,所述延长板(5)两侧外端分别设置有一个限位块(10)。
10.根据权利要求6所述的新型图形电镀陪镀板,其特征在于,所述滑动架(6)两端均布有防滑凸起(11)。
技术总结
本技术属于电镀设备技术领域,公开了一种新型图形电镀陪镀板,陪镀板板体为覆铜箔层压板;陪镀板板体设置有板边部分和刻蚀部分,板边部分包裹在刻蚀部分边沿位置;所述刻蚀部分在表面的铜板刻蚀有若干均匀分布的圆形开窗,陪镀板板体厚度为0.3mm,铜厚为12um,圆形开窗直径为1.995mm,相邻的圆形开窗之间相距为0.492mm。本技术通过在陪镀板板体表面刻蚀有若干圆形开窗,使得电镀时的电流通过均布有圆形开窗的铜板进行传输,使其在电镀时的电流与生产板相近,使得电镀效果更为均匀,进而提高电镀产品良品率。而且陪镀板板体采用覆铜箔层压板,具有高强度,优异的耐热性和高介电性能的优点。
技术研发人员:叶王玺,柯亮宇,高航,李艳兵
受保护的技术使用者:珠海中京半导体科技有限公司
技术研发日:20230720
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!