一种AEM电解水制氢用膜电极的制作方法
本技术涉及电解水制氢,尤其涉及一种aem电解水制氢用膜电极。
背景技术:
1、随着全球气候变化对人类社会构成重大威胁,越来越多的国家将“碳中和”上升为国家战略,提出了无碳未来的愿景。为了实现我国碳中和的目标,绿氢是氢能领域唯一可以帮助我们解决能源高碳排的重要路径。阴离子交换膜(aem)电解水制氢技术作为一种新型制造绿氢技术,其将碱性电解槽的低成本与pem的简单、高效相结合,具有极大的发展潜力。作为aem电解水制氢电解槽的核心部件——aem电解水制氢膜电极,其研究意义巨大。
2、aem电解水制氢膜电极一般包括扩散层、催化层和阴离子交换膜等部件,其中,催化层通过将催化剂活性组分直接喷涂或涂覆在扩散层上得到。一方面,催化层处于裸露状态,随着电解水制氢的进行,催化层容易脱落,且催化层的催化剂颗粒会逐渐发生团聚,使得催化层的有效活性面积不断减小,催化能力逐渐降低。另一方面,催化层与阴离子交换膜之间的分层使得膜电极具有较高的阻抗,影响电解水制氢效率。
技术实现思路
1、为解决现有技术中的上述缺陷,本实用新型的目的在于提供一种aem电解水制氢用膜电极,具有阻抗低、催化活性高的特点,用于aem电解槽中能够明显提高电解水制氢的效率。
2、根据本实用新型的目的所提供的技术方案如下:
3、一种aem电解水制氢用膜电极,包括:阴离子交换膜,阴离子交换膜的相对两侧面分别设有阳极催化层和阴极催化层,阳极催化层远离阴离子交换膜的一侧设有阳极保护层,阴极催化层远离阴离子交换膜的一侧设有阴极保护层,阳极保护层、阳极催化层、阴离子交换膜、阴极催化层和阴极保护层依次连接为整体结构;
4、阳极保护层和阴极保护层的外周尺寸均大于阴离子交换膜、阳极催化层、阴极催化层的外周尺寸。
5、进一步地,阳极保护层和阴极保护层均包括可传导阴离子的膜层和胶层,阳极保护层的膜层通过阳极保护层的胶层与阳极催化层粘贴连接,阴极保护层的膜层通过阴极保护层的胶层与阴极催化层粘贴连接。
6、进一步地,阳极保护层和阴极保护层的厚度均为0.025-0.25mm,既能够有效传导阴离子,又能够避免其在电解水制氢过程中破裂。当阳极保护层和阴极保护层的厚度小于0.025mm时,例如,阳极保护层和阴极保护层的厚度均为0.02mm,阳极保护层和阴极保护层太薄,在aem电解水制氢过程中,阳极保护层和阴极保护层的表面会形成局部强碱性环境,阳极保护层和阴极保护层中的高分子膜在oh-的作用下容易降解而使其穿孔、破裂,从而影响对膜电极的密封、绝缘效果,导致aem电解槽短路,影响电解水制氢的进行以及aem电解槽的使用寿命。并且,阳极保护层和阴极保护层中的高分子膜的破裂还会导致阳极催化层和阴极保护层裸露,降低其催化效果,从而降低电解水制氢效率。当阳极保护层和阴极保护层的厚度大于150μm时,例如,阳极保护层和阴极保护层的厚度均为0.27mm,由于阳极保护层和阴极保护层过厚而导致的oh-传导缓慢,从而降低aem电解水制氢的效率。
7、进一步地,胶层的厚度小于膜层的厚度,胶层的厚度为0.015-0.2mm。由此,既保证膜层能够通过胶层与阳极催化层和阴极催化层完全贴合,又能够保证膜层的强度,以免膜层在电解水制氢过程中被腐蚀降解,而影响电解水制氢的顺利进行。
8、进一步地,阴离子交换膜的厚度为50-150μm,既能够有效传导阴离子,例如aem电解水制氢中的oh-,又能够避免阴离子交换膜在电解水制氢过程中破裂。当阴离子交换膜的厚度小于50μm时,例如阴离子交换膜的厚度为40μm,阴离子交换膜过薄,在aem电解水制氢过程中,阴离子交换膜的表面会形成局部强碱性环境,阴离子交换膜在oh-的作用下容易降解而使其穿孔、破裂,从而导致aem电解槽短路,影响电解水制氢的进行以及aem电解槽的使用寿命。当阴离子交换膜的厚度大于150μm时,例如阴离子交换膜的厚度为160μm,由于阴离子交换膜太厚而导致的oh-传导缓慢,从而降低aem电解水制氢的效率。
9、进一步地,阴极催化层为阴极催化剂浆料固化形成的固态催化层,阴极催化层喷涂设在阴离子交换膜的一侧面。
10、进一步地,阴极催化层的厚度为0.1-10μm,既能够保证较好的催化效果,而且不影响的oh-传导。当阴极催化层的厚度小于0.1μm时,例如阴极催化层的厚度为0.05μm,由于阴极催化层太薄,催化活性较低,影响阴极析氢量,进而影响电解水效率。当阴极催化层的厚度大于10μm时,例如阴极催化层的厚度为11μm,由于阴极催化层太厚,不利于的oh-传导,使得oh-从阴极向阳极的传导减少、减慢,最终影响aem电解水效率。
11、进一步地,阳极催化层为阳极催化剂浆料固化形成的固态催化层,阳极催化层喷涂设在阴离子交换膜的一侧面。
12、进一步地,阳极催化层的厚度为0.1-20μm,既能够保证较好的催化效果,而且不影响的oh-传导。当阳极催化层的厚度小于0.1μm时,例如阳极催化层的厚度为0.05μm,由于阳极催化层太薄,催化活性较低,影响阳极析氧量,进而影响电解水效率。当阳极催化层的厚度大于20μm时,例如阳极催化层的厚度为21μm,由于阳极催化层太厚,不利于的oh-传导,使得oh-从阴极向阳极的传导减少、减慢,最终影响aem电解水效率。
13、进一步地,膜电极的厚度为0.05-0.5mm。该厚度范围在保证膜电极强度的同时,降低了膜电极的阻抗,从而提高了电解槽的使用寿命以及电解水制氢的效率。
14、有益效果:
15、本实用新型的aem电解水制氢用膜电极,阳极保护层、阳极催化层、阴离子交换膜、阴极催化层和阴极保护层依次连接为整体结构,一方面,由于阴极催化层和阳极催化层直接与阴离子交换膜连接,使得膜电极的阻抗较小,有利于提高电解水制氢的效率。另一方面,阴极催化层的外表面覆盖有阴极保护层,阳极催化层的外表面覆盖有阳极保护层,使得本实用新型的膜电极为“五合一”的整体结构,在电解水制氢的过程中,阳极催化层和阴极催化层不容易脱落,并且由于阴极保护层和阳极保护层的设置,减缓了阴极催化层和阳极催化层的催化剂颗粒的团聚,使得阴极催化层和阳极催化层能够保持较高的有效活性面积和较高的催化能力,从而保证了电解水制氢的效率。
16、此外,阳极保护层和阴极保护层还具有较好的绝缘、密封效果,可直接将膜电极装配于aem电解槽中,无需另外设置绝缘、密封结构,使得aem电解槽具有结构简单、方便装配的特点。
技术特征:
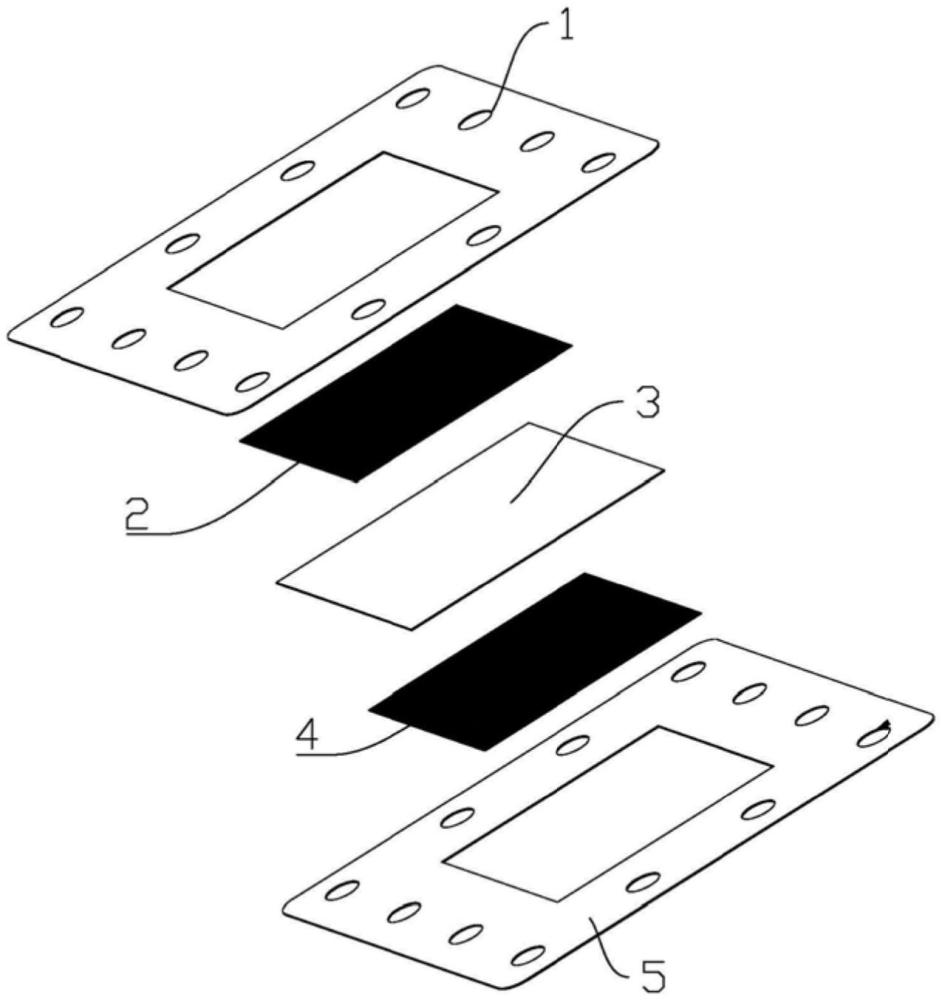
1.一种aem电解水制氢用膜电极,其特征在于,包括:阴离子交换膜(3),所述阴离子交换膜(3)的相对两侧面分别设有阳极催化层(2)和阴极催化层(4),所述阳极催化层(2)远离所述阴离子交换膜(3)的一侧设有阳极保护层(1),所述阴极催化层(4)远离所述阴离子交换膜(3)的一侧设有阴极保护层(5),所述阳极保护层(1)、所述阳极催化层(2)、所述阴离子交换膜(3)、所述阴极催化层(4)和所述阴极保护层(5)依次连接为整体结构;
2.根据权利要求1所述的aem电解水制氢用膜电极,其特征在于:所述阳极保护层(1)和所述阴极保护层(5)均包括可传导阴离子的膜层和胶层,所述阳极保护层(1)的所述膜层通过所述阳极保护层(1)的所述胶层与所述阳极催化层(2)粘贴连接,所述阴极保护层(5)的所述膜层通过所述阴极保护层(5)的所述胶层与所述阴极催化层(4)粘贴连接。
3.根据权利要求1或2所述的aem电解水制氢用膜电极,其特征在于:所述阳极保护层(1)和所述阴极保护层(5)的厚度均为0.025-0.25mm。
4.根据权利要求2所述的aem电解水制氢用膜电极,其特征在于:所述胶层的厚度小于所述膜层的厚度,所述胶层的厚度为0.015-0.2mm。
5.根据权利要求1所述的aem电解水制氢用膜电极,其特征在于:所述阴离子交换膜(3)的厚度为50-150μm。
6.根据权利要求1所述的aem电解水制氢用膜电极,其特征在于:所述阴极催化层(4)为阴极催化剂浆料固化形成的固态催化层,所述阴极催化层(4)喷涂设在所述阴离子交换膜(3)的一侧面。
7.根据权利要求1或6所述的aem电解水制氢用膜电极,其特征在于:所述阴极催化层(4)的厚度为0.1-10μm。
8.根据权利要求1所述的aem电解水制氢用膜电极,其特征在于:所述阳极催化层(2)为阳极催化剂浆料固化形成的固态催化层,所述阳极催化层(2)喷涂设在所述阴离子交换膜(3)的一侧面。
9.根据权利要求1或8所述的aem电解水制氢用膜电极,其特征在于:所述阳极催化层(2)的厚度为0.1-20μm。
10.根据权利要求1所述的aem电解水制氢用膜电极,其特征在于:所述膜电极的厚度为0.05-0.5mm。
技术总结
本技术公开了一种AEM电解水制氢用膜电极,包括:阴离子交换膜,阴离子交换膜的相对两侧面分别设有阳极催化层和阴极催化层,阳极催化层远离阴离子交换膜的一侧设有阳极保护层,阴极催化层远离阴离子交换膜的一侧设有阴极保护层,阳极保护层、阳极催化层、阴离子交换膜、阴极催化层和阴极保护层依次连接为整体结构;阳极保护层和阴极保护层的外周尺寸均大于阴离子交换膜、阳极催化层、阴极催化层的外周尺寸。该膜电极具有阻抗低、催化活性高的特点,用于AEM电解槽中能够明显提高电解水制氢的效率。
技术研发人员:王冬阳,尹征磊,汪瀛,刘金成
受保护的技术使用者:惠州亿纬氢能有限公司
技术研发日:20231016
技术公布日:2024/6/11
- 还没有人留言评论。精彩留言会获得点赞!