一种电镀生产用镀镍溶液喷嘴的制作方法
本技术涉及电镀配件,尤其涉及一种电镀生产用镀镍溶液喷嘴。
背景技术:
1、电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧化的技术,可提高耐磨性、导电性、反光性、抗腐蚀性(硫酸铜等)及增进美观等作用,不少硬币的外层亦为电镀,电镀时,镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层,为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。随着电镀业的发展,电镀件的外形越来越多样化,有些工件在放入电镀液时会带有空气,使工件无法完全与镀液混合,再加上电镀槽内电镀液一般不流动,导致电镀液与镀件之间液体缺少冲击力,导致含有气泡的位置电镀效果不佳,也无法消除气泡。因此,采用对电镀生产线上的产品进行清洗,去除产品表面的部分异物以及提高镀件表面湿度,再进行电镀。但清除后,再进行电镀处理,还是会出现移动和挂在挂架上进行电镀时,依然会有少量气泡在电镀时无法去除。所以,设计一种在电镀时,对镀件周围电镀液进行喷液以增加电镀液流动来冲去气泡和部分杂质,以提高电镀效果的喷嘴。
技术实现思路
1、本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型的一个目的在于提出的一种电镀生产用镀镍溶液喷嘴,解决了电镀时,电镀液不流动,无法清除镀件表面气泡及杂质,导致电镀效果差的问题。
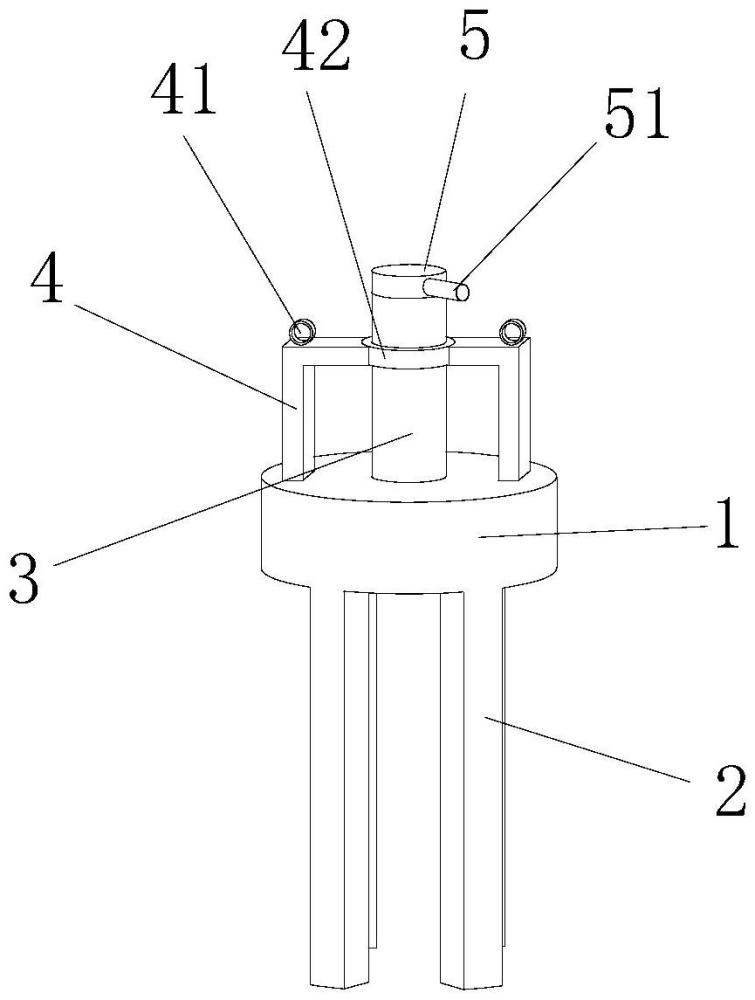
2、根据本实用新型提出的一种电镀生产用镀镍溶液喷嘴,包括圆饼筒、注液管、圆饼筒下表面沿边缘一周设置的多根喷嘴长管以及每个喷嘴长管朝向内侧的壁上设置的成阵列分布的细喷嘴,所述注液管底端与圆饼筒上表面中心位置连通、顶端转动接有转接头,所述转接头底部的转接管转动插入到注液管顶部内、一侧设有连接管,所述圆饼筒上设有两个对称的l型安装架,所述注液管上套有固定环,两个所述l型安装架的一端左右对称固定在固定环上,两个所述l型安装架的拐角处设有安装环,每个所述喷嘴长管上的细喷嘴设有左右两排,所述细喷嘴的前端设有锥形喷头,所述细喷嘴上设有外螺纹段,所述细喷嘴上旋有可拆卸的套筒。
3、在本实用新型的一些实施例中,两排所述细喷嘴以喷嘴长管中间线对称向两侧倾斜15-25°,每排所述细喷嘴以两个为一组,每组所述细喷嘴以水平面上下倾斜对称且与水平面倾斜角度为15-25°。
4、在本实用新型的另一些实施例中,所述圆饼筒下表面设置的喷嘴长管个数不少于4个。
5、在本实用新型的另一些实施例中,所述细喷嘴在对电镀件周围进行喷出电镀液时,未插入电镀液的所述细喷嘴上套有套筒。
6、在本实用新型的另一些实施例中,所述细喷嘴的内径在8-10mm,所述细喷嘴的锥形喷头喷口位置的内径为4-6mm。
7、在本实用新型的另一些实施例中,所述连接管上接有循环管,所述循环管插入到电镀槽内,所述循环管上设有液泵。
8、本实用新型中,在电镀时,将喷嘴的四个喷嘴长管套在镀件一周,通过将电镀槽内的电镀液吸入到注液管内,再通过四个喷嘴长管将电镀液从每个细喷嘴喷出,对镀件一周实现扰流,保证扰流能将镀件表面气泡以及杂质清洗或除去,实现对镀件表面全面镀层,有效提高电镀效果。
技术特征:
1.一种电镀生产用镀镍溶液喷嘴,其特征在于:包括圆饼筒(1)、注液管(3)、圆饼筒(1)下表面沿边缘一周设置的多根喷嘴长管(2)以及每个喷嘴长管(2)朝向内侧的壁上设置的成阵列分布的细喷嘴(6),所述注液管(3)底端与圆饼筒(1)上表面中心位置连通、顶端转动接有转接头(5),所述转接头(5)底部的转接管(52)转动插入到注液管(3)顶部内、一侧设有连接管(51),所述圆饼筒(1)上设有两个对称的l型安装架(4),所述注液管(3)上套有固定环(42),两个所述l型安装架(4)的一端左右对称固定在固定环(42)上,两个所述l型安装架(4)的拐角处设有安装环(41),每个所述喷嘴长管(2)上的细喷嘴(6)设有左右两排,所述细喷嘴(6)的前端设有锥形喷头(61),所述细喷嘴(6)上设有外螺纹段(62),所述细喷嘴(6)上旋有可拆卸的套筒(60)。
2.根据权利要求1所述的一种电镀生产用镀镍溶液喷嘴,其特征在于:两排所述细喷嘴(6)以喷嘴长管(2)中间线对称向两侧倾斜15-25°,每排所述细喷嘴(6)以两个为一组,每组所述细喷嘴(6)以水平面上下倾斜对称且与水平面倾斜角度为15-25°。
3.根据权利要求2所述的一种电镀生产用镀镍溶液喷嘴,其特征在于:所述圆饼筒(1)下表面设置的喷嘴长管(2)个数不少于4个。
4.根据权利要求1所述的一种电镀生产用镀镍溶液喷嘴,其特征在于:所述细喷嘴(6)在对电镀件周围进行喷出电镀液时,未插入电镀液的所述细喷嘴(6)上套有套筒(60)。
5.根据权利要求1所述的一种电镀生产用镀镍溶液喷嘴,其特征在于:所述细喷嘴(6)的内径在8-10mm,所述细喷嘴(6)的锥形喷头(61)喷口位置的内径为4-6mm。
6.根据权利要求1所述的一种电镀生产用镀镍溶液喷嘴,其特征在于:所述连接管(51)上接有循环管,所述循环管插入到电镀槽内,所述循环管上设有液泵。
技术总结
本技术公开了一种电镀生产用镀镍溶液喷嘴,包括圆饼筒、注液管、圆饼筒下表面沿边缘一周设置的多根喷嘴长管以及喷嘴长管上细喷嘴,注液管顶端转动接有转接头,圆饼筒上设有两个对称的L型安装架,注液管上套有固定环,两个L型安装架的拐角处设有安装环,每个喷嘴长管上的细喷嘴设有左右两排,细喷嘴的前端设有锥形喷头,细喷嘴上旋有可拆卸的套筒。本技术在电镀时,将喷嘴的四个喷嘴长管套在镀件一周,通过将电镀槽内的电镀液吸入到注液管内,再通过四个喷嘴长管将电镀液从每个细喷嘴喷出,对镀件一周实现扰流,保证扰流能将镀件表面气泡以及杂质清洗或除去,实现对镀件表面全面镀层,有效提高电镀效果。
技术研发人员:谢林炳,梁林彬,郭锋,高传江
受保护的技术使用者:惠州市盛泽科技有限公司
技术研发日:20231229
技术公布日:2024/8/21
- 还没有人留言评论。精彩留言会获得点赞!