一种圆孔隧道加工方法及马蹄形隧道加工方法与流程
本发明涉及隧道工程,具体涉及一种圆孔隧道加工方法及马蹄形隧道加工方法。
背景技术:
1、在隧道工程施工中,经常需要钻取圆形或马蹄形的隧道孔,在现有技术中,均用取芯钻进行钻孔,当钻取到硬质岩石时存在两个问题:一、有的边角钻头到不了导致不能钻;二、因为岩石较硬,在进行取芯钻后,岩芯取不出来,造成时间上的浪费。
技术实现思路
1、有鉴于此,本发明要解决的问题是提供一种圆孔隧道加工方法及马蹄形隧道加工方法,本方法采用一机多能的方式进行分段钻取,然后进行分段使用霹雳棒爆破分切岩芯完成隧道钻孔,提高了隧道钻孔的质量和效率。
2、本发明通过以下技术手段解决上述技术问题:本发明提供一种圆孔隧道加工方法,包括如下步骤:
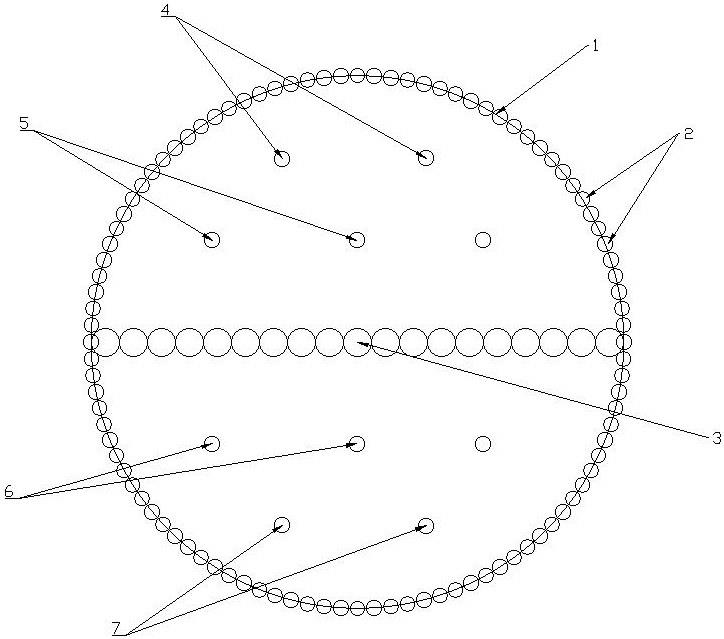
3、首先根据需要钻取隧道的尺寸确认确定隧道边缘位置的定位圆;
4、沿着定位圆位置,使用潜孔钻头钻取一圈外围圆孔;
5、使用取芯钻头沿定位圆的圆心横向钻取一排取芯孔,定为第三排取芯孔;
6、使用潜孔钻头在一排取芯孔的上下两侧分别钻取两排霹雳棒孔,其从上至下分别为第一排霹雳棒孔、第二排霹雳棒孔、第四排霹雳棒孔和第五排霹雳棒孔;
7、然后依次以第二排霹雳棒孔、第一排霹雳棒孔、第四排霹雳棒孔和第五排霹雳棒孔的顺序放置霹雳棒由上往下进行爆破将整块圆形岩石切开取出完成圆孔加工。
8、进一步,所述第一排霹雳棒孔设置有两个孔,第二霹雳棒孔设置有三个孔,第四霹雳棒孔设置有三个孔,第五霹雳棒孔设置有两个孔,且每一排的霹雳棒孔均设置在定位圆的横向弦上,同一排上的霹雳棒孔设置在横向弦的等分位置上。
9、进一步,在横向钻取取芯孔时,钻取的一排取芯孔的两边与外围圆孔间连通不留间隙,使得中心的岩石分为上下两半。
10、进一步,所述第一排霹雳棒孔与第五排霹雳棒孔相对于第三排取芯孔对称设置,所述第二排霹雳棒孔与第四排霹雳棒孔相对于第三批取芯孔对称设置。
11、进一步,所述取芯钻头的直径为100毫米~200毫米。
12、进一步,所述取芯孔的直径为霹雳棒孔的直径的1.5~2.5倍。
13、本发明还提供一种马蹄形隧道加工方法,包括如下步骤:
14、根据隧道尺寸确定隧道边缘位置的定位图形;
15、沿着定位图形位置,使用潜孔钻头钻取一圈外围圆孔;
16、使用取芯钻头在马蹄形隧道圆弧段与矩形段的连接位置钻取一排横向的取芯孔,并在矩形段的中心位置钻取一排横向的取芯孔;
17、使用潜孔钻头在圆弧段钻取两排横向的霹雳棒孔二,两排霹雳棒孔二分别为第一排霹雳棒孔二和第二排霹雳棒孔二,并在两排取芯转孔间的中端位置钻取第四排霹雳棒孔二,下排取芯钻孔与马蹄隧道的底面之间的中间位置钻取第六排霹雳棒孔二,其中第一排霹雳棒孔二设置有两个,第二排霹雳棒孔二、第四批霹雳棒孔二、第六排霹雳棒孔二均为三个,每一排的霹雳棒孔二均设置在马蹄隧道内横向距离等分位置上;
18、依次按照第四排霹雳棒孔二、第二排霹雳棒孔二、第一排霹雳棒孔二和第六排霹雳棒孔二的顺序安装霹雳棒进行爆破,将爆破后的岩石取出完成隧道加工。
19、由上述技术方案可知,本发明的有益效果:本发明提供一种圆孔隧道加工方法,包括如下步骤:首先根据需要钻取隧道的尺寸确认确定隧道边缘位置的定位圆;沿着定位圆位置,使用潜孔钻头钻取一圈外围圆孔;使用取芯钻头沿定位圆的圆心横向钻取一排取芯孔,定为第三排取芯孔;使用潜孔钻头在一排取芯孔的上下两侧分别钻取两排霹雳棒孔,其从上至下分别为第一排霹雳棒孔、第二排霹雳棒孔、第四排霹雳棒孔和第五排霹雳棒孔;然后依次以第二排霹雳棒孔、第一排霹雳棒孔、第四排霹雳棒孔和第五排霹雳棒孔的顺序放置霹雳棒由上往下进行爆破将整块圆形岩石切开取出完成圆孔加工。本方法采用一机多能的方式进行分段钻取,然后进行分段使用霹雳棒爆破分切岩芯完成隧道钻孔,提高了隧道钻孔的质量和效率。
技术特征:
1.一种圆孔隧道加工方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的圆孔隧道加工方法,其特征在于:所述第一排霹雳棒孔设置有两个孔,第二霹雳棒孔设置有三个孔,第四霹雳棒孔设置有三个孔,第五霹雳棒孔设置有两个孔,且每一排的霹雳棒孔均设置在定位圆的横向弦上,同一排上的霹雳棒孔设置在横向弦的等分位置上。
3.根据权利要求2所述的圆孔隧道加工方法,其特征在于:在横向钻取取芯孔时,钻取的一排取芯孔的两边与外围圆孔间连通不留间隙,使得中心的岩石分为上下两半。
4.根据权利要求1所述的圆孔隧道加工方法,其特征在于:所述第一排霹雳棒孔与第五排霹雳棒孔相对于第三排取芯孔对称设置,所述第二排霹雳棒孔与第四排霹雳棒孔相对于第三批取芯孔对称设置。
5.根据权利要求1所述的圆孔隧道加工方法,其特征在于:所述取芯钻头的直径为100毫米~200毫米。
6.根据权利要求1所述的圆孔隧道加工方法,其特征在于:所述取芯孔的直径为霹雳棒孔的直径的1.5~2.5倍。
7.一种马蹄形隧道加工方法,其特征在于:包括如下步骤:
技术总结
本发明提供一种圆孔隧道加工方法,包括如下步骤:首先根据需要钻取隧道的尺寸确认确定隧道边缘位置的定位圆;沿着定位圆位置,使用潜孔钻头钻取一圈外围圆孔;使用取芯钻头沿定位圆的圆心横向钻取一排取芯孔,定为第三排取芯孔;使用潜孔钻头在一排取芯孔的上下两侧分别钻取两排霹雳棒孔,从上至下分别为第一排霹雳棒孔、第二排霹雳棒孔、第四排霹雳棒孔和第五排霹雳棒孔;然后依次以第二排霹雳棒孔、第一排霹雳棒孔、第四排霹雳棒孔和第五排霹雳棒孔的顺序放置霹雳棒由上往下进行爆破将整块圆形岩石切开取出完成圆孔加工。本方法采用一机多能的方式进行分段钻取,然后进行分段使用霹雳棒爆破分切岩芯完成隧道钻孔,提高了隧道钻孔的质量和效率。
技术研发人员:陈传洪,钟宣阳,李群峰,石思旭,陈财,李正德,田怀波,肖燕
受保护的技术使用者:重庆宏工工程机械股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!