一种锻造机液压控制装置的制作方法
1.本实用新型主要涉及液压控制装置领域,具体是一种锻造机液压控制装置。
背景技术:
2.锻造压机在使用常规开关阀控制时,泄压时对油缸的冲击力过大,经常导致油缸密封损坏,影响设备的正常运行。泄压阀块使用常规阀控制时,泄压速度过快,当加工比较高的锻件时,会导致压机立柱晃动厉害,横梁平衡度降低。而横梁下降时,如果使用开关阀控制,对于不同下降速度要求的加工件,下降速度无法调节。
3.为解决以上问题,将压机的泄压阀块与快下阀块改成了比例阀。通过电气的软件与硬件对比例阀进行控制,改变泄压控制方式,进而改善以上压机运行时出现的问题
技术实现要素:
4.为解决现有技术的不足,本实用新型提供了一种锻造机液压控制装置,本装置在使用时通过比例调速阀控制液压系统油路,能够方便使用者调节液压油的流速,减小泄压时对油缸的冲击。
5.本实用新型为实现上述目的,通过以下技术方案实现:
6.一种锻造机液压控制装置,包括比例调速阀,所述比例调速阀两端的接口处分别固定安装油管,所述油管的外端分别固定安装三通阀,所述比例调速阀的下方设有泄压阀,所述泄压阀两端的接口分别通过连接管与相应的三通阀连通。
7.所述三通阀包括第一接口、第二接口和第三接口,所述油管的外端分别与相应的第一接口固定连接,所述连接管的一端分别与相应的第二接口(3-2)固定连接。
8.所述三通阀选用电磁三通阀。
9.所述比例调速阀选用电磁式比例阀。
10.对比现有技术,本实用新型的有益效果是:
11.本装置在使用时能够能够通过调节比例调速阀快速的调节液压系统油路中液压油的流速,从而降低液压油对油缸的冲击,提高本装置的可靠性。
附图说明
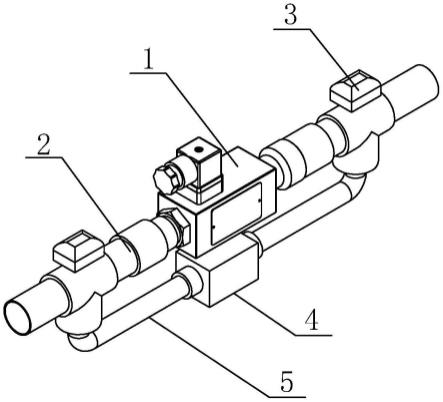
12.图1是本实用新型结构示意图;
13.图2是本实用新型的主视图。
14.附图中所示标号:1、比例调速阀;2、油管;3、三通阀;3-1、第一接口;3-2、第二接口;3-3、第三接口;4、泄压阀;5、连接管。
具体实施方式
15.结合附图和具体实施例,对本实用新型作进一步说明。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授
的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本申请所限定的范围。
16.实施例:一种锻造机液压控制装置
17.如图1-2所示,一种锻造机液压控制装置,其具体结构包括:
18.比例调速阀1,所述比例调速阀1两端的接口处分别固定安装油管2,所述油管2的外端分别固定安装三通阀3,所述比例调速阀1的下方设有泄压阀4,所述泄压阀4两端的接口分别通过连接管5与相应的三通阀3连通。
19.所述三通阀3包括第一接口3-1、第二接口3-2和第三接口3-3,所述油管2的外端分别与相应的第一接口3-1固定连接,所述连接管5的一端分别与相应的第二接口3-2固定连接,所述连接管5的另一端分别与泄压阀4相应的一端固定连接。使用时将第三接口3-3与液压系统的主油路进行连接即可完成本装置的安装,方便使用者的使用。
20.所述三通阀3选用电磁三通阀,所述三通阀3与电源电性连接。电磁三通阀在使用时便于控制,可以连接plc控制器进行使用,方便使用者使用。
21.所述比例调速阀1选用电磁式比例阀,所述比例调速阀1与电源电性连接。电磁式比例阀,采用比例电磁铁将输入的电流信号转换成力、位移机械信号输出,进而控制压力、流量及方向等参数精度高稳定性好,能够提高本装置的可靠性。
22.本装置在使用时,连接管5、泄压阀4、比例调速阀1、油管2内均充满液压油,通过比例调速阀1控制液压系统的油路,使用时通过三通阀3将连接管5进行关闭,当比例调速阀1需要检修维护或者更换维修时,通过三通阀3将连接管5打开同时将油管2与比例调速阀1连接处的油路关闭,此时泄压阀4能够代替比例调速阀1进行工作,保证液压系统的正常运行,在不影响液压系统正常使用的状态下即可对本装置进行检修维护,方便使用者的使用。
23.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
技术特征:
1.一种锻造机液压控制装置,包括比例调速阀(1),其特征在于:所述比例调速阀(1)两端的接口处分别固定安装油管(2),所述油管(2)的外端分别固定安装三通阀(3),所述比例调速阀(1)的下方设有泄压阀(4),所述泄压阀(4)两端的接口分别通过连接管(5)与相应的三通阀(3)连通。2.根据权利要求1所述的一种锻造机液压控制装置,其特征在于:所述三通阀(3)包括第一接口(3-1)、第二接口(3-2)和第三接口(3-3),所述油管(2)的外端分别与相应的第一接口(3-1)固定连接,所述连接管(5)的一端分别与相应的第二接口(3-2)固定连接。3.根据权利要求1所述的一种锻造机液压控制装置,其特征在于:所述三通阀(3)选用电磁三通阀。4.根据权利要求1所述的一种锻造机液压控制装置,其特征在于:所述比例调速阀(1)选用电磁式比例阀。
技术总结
本实用新型提供一种锻造机液压控制装置,主要涉及液压控制装置领域。一种锻造机液压控制装置,包括比例调速阀,所述比例调速阀两端的接口处分别固定安装油管,所述油管的外端分别固定安装三通阀,所述比例调速阀的下方设有泄压阀,所述泄压阀两端的接口分别通过连接管与相应的三通阀连通。本实用新型的有益效果在于:本装置在使用时通过比例调速阀控制液压系统油路,能够方便使用者调节液压油的流速,减小泄压时对油缸的冲击。小泄压时对油缸的冲击。小泄压时对油缸的冲击。
技术研发人员:王萍萍 刘宝钢 李利强
受保护的技术使用者:通裕重工股份有限公司
技术研发日:2022.08.19
技术公布日:2023/1/31
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1