一种定量加液装置的制作方法
本技术涉及机械加工,具体而言,涉及一种定量加液装置。
背景技术:
1、在生产过程中因模具或其它制造因素使得产品带有毛刺,为保证终端产品的质量,需将毛刺去除。通常采用加液、打磨、振动、抛光等一系列动作去除毛刺,其中加液量的多少容易影响外观的质量,而现有加液量的多少通常依赖作业人员的手感,而这种人工作业的不稳定性,极易导致产品的质量参差不齐。
技术实现思路
1、本实用新型公开了一种定量加液装置,旨在改善现有人工加液量不稳定的问题。
2、本实用新型采用了如下方案:
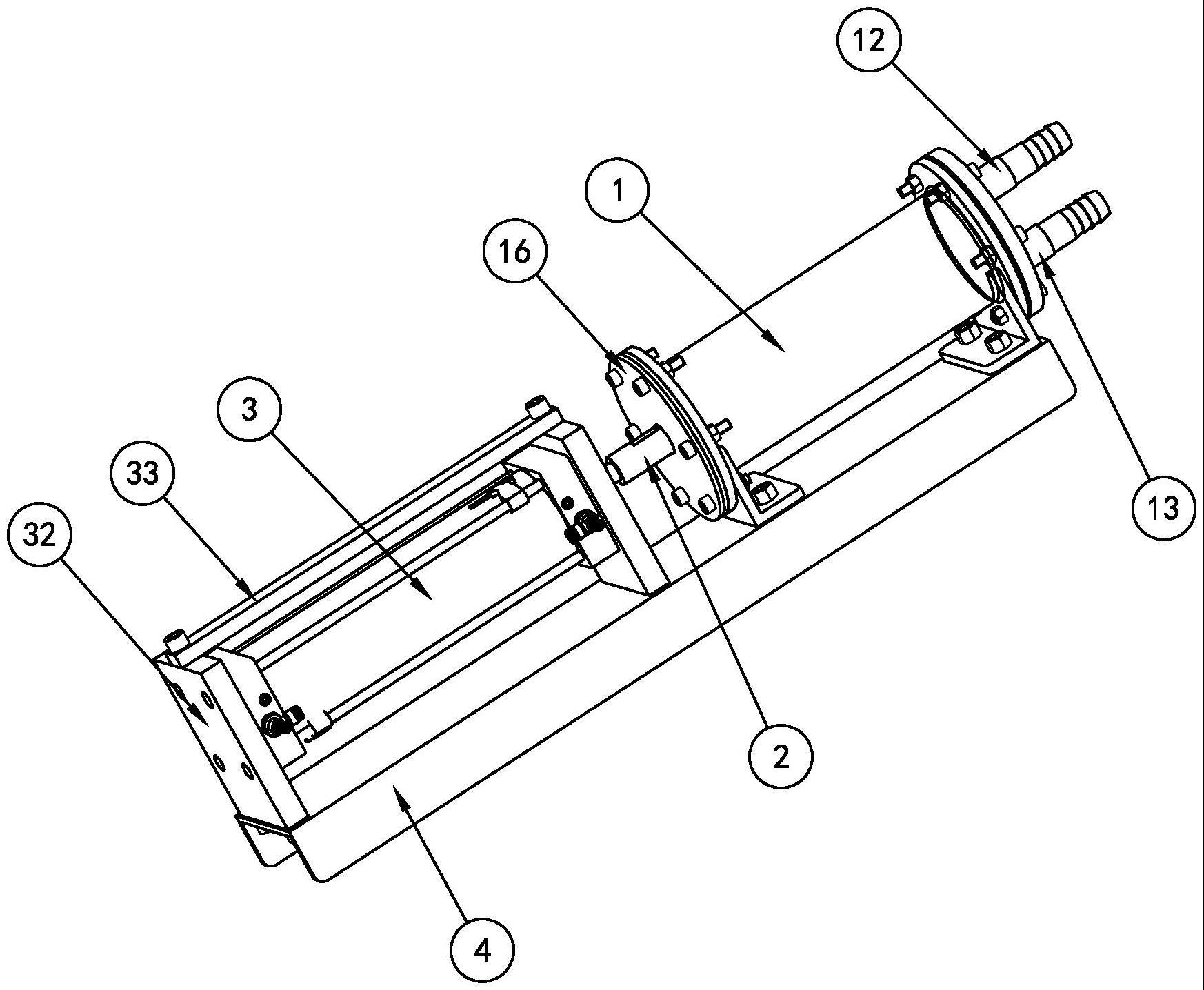
3、一种定量加液装置,包括缸体,所述缸体具有用以容纳液体的容置腔以及与所述容置腔连通的进口和出口,所述容置腔内设有导向件,所述导向件经由驱动件驱使以压缩或者扩大所述容置腔的容纳空间,在所述导向件朝压缩所述容纳空间的方向移动时,液体从所述出口流出,在所述导向件朝扩大所述容纳空间的方向移动时,液体从所述进口流入,其中,所述容置腔与所述导向件的横截面恒定,所述驱动件在控制件驱使下调节所述导向件的移动距离,从而调控所述出口的液体流出量。
4、作为进一步改进,所述进口与进液接头连接,所述出口与出液接头连接,且所述进液接头和所述出液接头内均配置有单向阀。
5、作为进一步改进,所述驱动件为气缸,所述气缸内置有磁环,所述气缸外侧设有磁性开关,所述磁性开关与所述控制件相电连接。
6、作为进一步改进,所述气缸上配置有调速阀。
7、作为进一步改进,所述气缸的活塞杆用以与所述导向件连接。
8、作为进一步改进,所述导向件包括转接头和推块,所述转接头与所述活塞杆适配连接,所述推块经由密封件与所述容置腔的内壁密封。
9、作为进一步改进,还包括底座,所述缸体与所述气缸均固定在所述底座上。
10、作为进一步改进于,所述底座为u型槽钢。
11、通过采用上述技术方案,本实用新型可以取得以下技术效果:
12、本申请的定量加液装置,通过控制件驱使驱动件,以使驱动件带动导向件相对缸体移动,由于导向件与容置腔的横截面恒定,根据体积计算公式,即可利用导向件的移动距离计算出液体的流出量,在控制件的调控下导向件的移动距离保持一定,即液体的加液量一致,从而克服人工加液的不稳定性。
技术特征:
1.一种定量加液装置,其特征在于,包括缸体,所述缸体具有用以容纳液体的容置腔以及与所述容置腔连通的进口和出口,所述容置腔内设有导向件,所述导向件经由驱动件驱使以压缩或者扩大所述容置腔的容纳空间,在所述导向件朝压缩所述容纳空间的方向移动时,液体从所述出口流出,在所述导向件朝扩大所述容纳空间的方向移动时,液体从所述进口流入,其中,所述容置腔与所述导向件的横截面恒定,所述驱动件在控制件驱使下调节所述导向件的移动距离,从而调控所述出口的液体流出量。
2.根据权利要求1所述的定量加液装置,其特征在于,所述进口与进液接头连接,所述出口与出液接头连接,且所述进液接头和所述出液接头内均配置有单向阀。
3.根据权利要求1所述的定量加液装置,其特征在于,所述驱动件为气缸,所述气缸内置有磁环,所述气缸外侧设有磁性开关,所述磁性开关与所述控制件相电连接。
4.根据权利要求3所述的定量加液装置,其特征在于,所述气缸上配置有调速阀。
5.根据权利要求3所述的定量加液装置,其特征在于,所述气缸的活塞杆用以与所述导向件连接。
6.根据权利要求5所述的定量加液装置,其特征在于,所述导向件包括转接头和推块,所述转接头与所述活塞杆适配连接,所述推块经由密封件与所述容置腔的内壁密封。
7.根据权利要求3-6任一项所述的定量加液装置,其特征在于,还包括底座,所述缸体与所述气缸均固定在所述底座上。
8.根据权利要求7所述的定量加液装置,其特征在于,所述底座为u型槽钢。
技术总结
本技术提供了一种定量加液装置,涉及机械加工技术领域,包括缸体,所述缸体具有用以容纳液体的容置腔以及与所述容置腔连通的进口和出口,所述容置腔内设有导向件,所述导向件经由驱动件驱使以压缩或者扩大所述容置腔的容纳空间,在所述导向件朝压缩所述容纳空间的方向移动时,液体从所述出口流出,在所述导向件朝扩大所述容纳空间的方向移动时,液体从所述进口流入,其中,所述容置腔与所述导向件的横截面恒定,所述驱动件在控制件驱使下调节所述导向件的移动距离。本申请通过控制件使得导向件的移动距离保持一定,即液体的加液量一致,从而克服人工加液的不稳定性。
技术研发人员:陈家成,王金龙,林智杰,刘九龙
受保护的技术使用者:厦门金波贵金属制品有限公司
技术研发日:20221212
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!