一种压铸机模具液压真空阀的控制装置及控制方法与流程
本发明涉及液压真空阀,更具体地说,本发明涉及一种压铸机模具液压真空阀的控制装置及控制方法。
背景技术:
1、申请号为202020877732.x的中国实用新型专利公开一种高真空压铸模液压真空阀,包括模具和液压驱动器,所述模具包括动模板和定模板,动模板和定模板互相拼合后中间留有模腔和能连通模腔的真空吸气口,真空吸气口到模腔之间设有能被真空阀芯关断的真空阀座;所述液压驱动器包括连接打开油路和关闭油路的液压油缸,所述真空阀芯在液压油缸内伸缩运动,所述真空阀座具有上方连通模腔的通孔,所述真空阀芯的上部穿过通孔,所述真空吸气口位于垂直于通孔的方向。本机构不仅采用灵敏的真空阀控制压铸模的吸气通断,而且通气面积大,吸气效率高,同心度不受影响,安装容易,密封性可靠。
2、上述技术方案中的高真空压铸模液压真空阀通过打开油路、关闭油路对液压油缸进行打开和关闭,但并未对如何更加快速地实现真空阀门快速开闭进行限定,无法满足用户的使用需求。因此,有必要提出一种压铸机模具液压真空阀的控制装置,以至少部分地解决现有技术中存在的问题。
技术实现思路
1、在
技术实现要素:
部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本发明的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
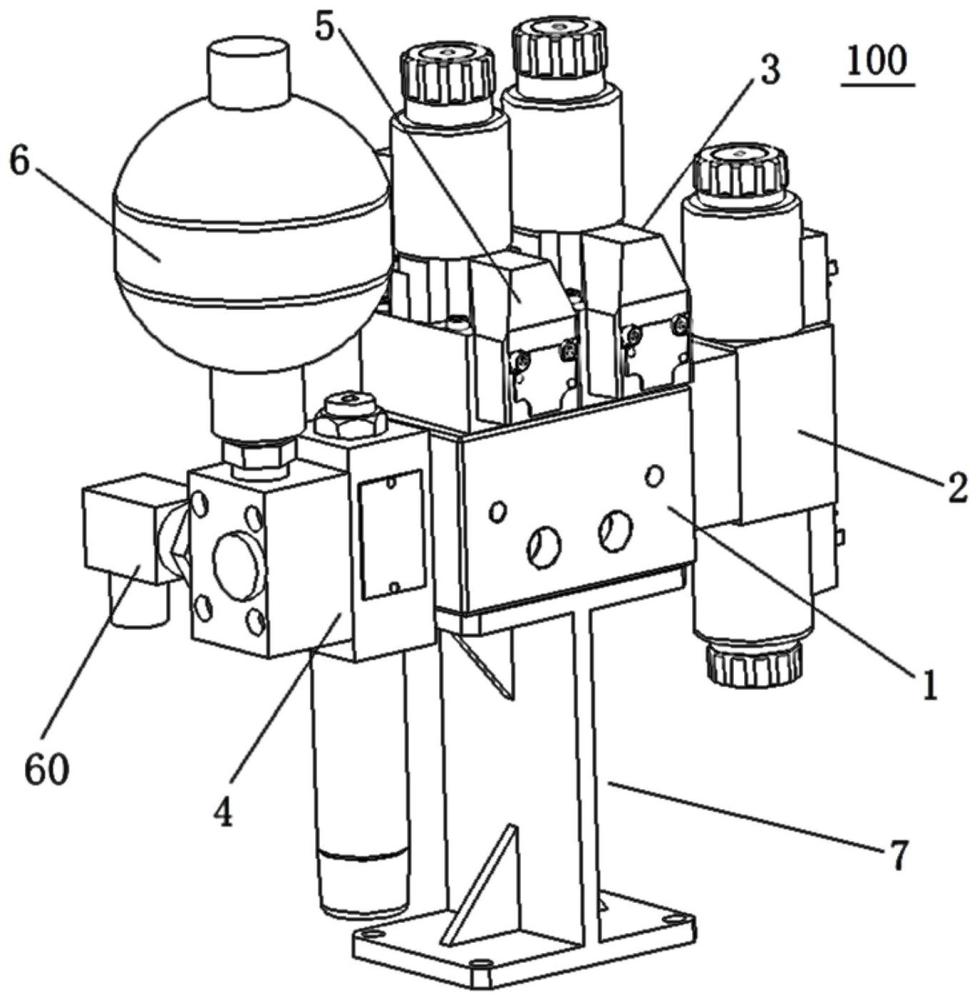
2、为至少部分地解决上述问题,本发明提供了一种压铸机模具液压真空阀的控制装置,包括:控制装置主体,所述控制装置主体包括油路块、换向阀组、高速卸荷阀、减压阀、充油阀,所述充油阀、高速卸荷阀设置在油路块上,所述换向阀组竖直地设置在油路块的一端,所述油路块的另一端设置有减压阀。
3、根据本发明实施例的压铸机模具液压真空阀的控制装置,所述减压阀上设置有储能器,一侧设置有压力传感器。
4、根据本发明实施例的压铸机模具液压真空阀的控制装置,所述储能器包括压力罐体、内柔性隔膜体,所述压力罐体的底部通过油路接头连接在减压阀上,所述内柔性隔膜体设置在压力罐体内,所述压力罐体的顶部设置有充气螺杆调节螺杆,所述内柔性隔膜体的底部设置有内凹压力帽。
5、根据本发明实施例的压铸机模具液压真空阀的控制装置,所述油路块的背面设置有两个油孔,两个所述油孔上分别设置有接头,所述接头通过防漏模块与液压输送管连接。
6、根据本发明实施例的压铸机模具液压真空阀的控制装置,所述防漏模块包括第一c型防漏夹套、第二c型防漏夹套、多个夹持机构,所述第一c型防漏夹套的侧壁上设置有多个第一夹持凸座,所述第二c型防漏夹套的侧壁上设置有多个第二夹持凸座,所述夹持机构穿设固定在第一夹持凸座、第一夹持凸座内,所述接头、液压输送管对接在第一c型防漏夹套、第二c型防漏夹套内,所述第一c型防漏夹套上还设置有第一c型外夹套,所述第二c型防漏夹套上还设置有第二c型外夹套,所述第一c型外夹套与第二c型外夹套对接。
7、根据本发明实施例的压铸机模具液压真空阀的控制装置,所述夹持机构包括第一夹持件、第二夹持件,所述第一夹持件包括丝杠体、止动圈以及止动弹簧,所述丝杠体上设置有上丝杠座,所述止动圈、止动弹簧套在丝杠体上并位于上丝杠座的下方,所述止动弹簧位于第一夹持凸座的上夹槽内并抵顶止动圈。
8、根据本发明实施例的压铸机模具液压真空阀的控制装置,所述第二夹持件设置在第二夹持凸座的下夹槽内,所述第二夹持件包括内座体、下夹座,所述内座体设置在下夹座上,所述内座体、下夹座之间设置有多个预紧弹簧,所述丝杠体穿过在第一夹持凸座并延伸至与下夹座连接。
9、根据本发明实施例的压铸机模具液压真空阀的控制装置,所述内座体上设置有多个凹型槽,所述下夹座上设置多个外翅板,所述外翅板与凹型槽的侧缺口对应,并且两个相邻的所述外翅板之间设置有滑动夹持块,所述外翅板上设置有异型孔,所述滑动夹持块的侧滑杆穿设在异型孔内,所述滑动夹持块的内壁上设置有与丝杠体对应的侧滑槽,所述预紧弹簧设置在相邻的两个凹型槽之间的内槽中。
10、根据本发明实施例的压铸机模具液压真空阀的控制装置,所述上丝杠座的下端设置有多个第一止动棘刺,所述止动圈的上端设置有多个第二止动棘刺,所述第一止动棘刺的斜坡面与第二止动棘刺的斜坡面滑动连接。
11、本发明还提供了一种压铸机模具液压真空阀的控制方法,包括上述所述的压铸机模具液压真空阀的控制装置,该控制方法包括以下步骤:
12、步骤一,充油阀收到控制器发出的开启指令并开启,使得液压油通过主入油孔进入到第一通道,通过第一通道进入到充油阀;
13、步骤二,减压阀收到控制器发出的开启指令并开启,使得液压油经过充油阀后进入到第二通道,通过第二通道进入到减压阀;
14、步骤三,换向阀组收到控制器发出的开启指令并开启,使得液压油通过减压阀进入第三通道后再进入换向阀组;
15、步骤四,液压油经过换向阀组出来后,通过第四通道进入到设备;
16、步骤五,换向阀组再次收到控制器发出的开启指令并开启,设备中的液压油经过第五通道进入到油路块内,并进入到换向阀组中;
17、步骤六,液压油经过换向阀组后进入到第六通道、主回油路回到液压箱。
18、相比现有技术,本发明至少包括以下有益效果:
19、本装置由充油阀、换向阀、高速卸荷阀、减压阀、储能器和压力传感器等组成,采用压铸机液压油路或外置的液压站供油,可以快速实现模具液压真空阀的打开和关闭动作,当压力传感器检测到储能器压力值过低时,充油阀向储能器供油,当压铸机设备合模到位后,通过本装置的换向阀把模具的液压真空阀打开,当压铸机设备射杆压射到设定位置时,本装置通过换向阀和高速卸荷阀可以保证模具的液压真空阀在20ms内关闭。
20、本发明所述的压铸机模具液压真空阀的控制装置及控制方法,本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种压铸机模具液压真空阀的控制装置,其特征在于,包括:
2.根据权利要求1所述的一种压铸机模具液压真空阀的控制装置,其特征在于,所述减压阀(4)上设置有储能器(6),一侧设置有压力传感器(60)。
3.根据权利要求2所述的一种压铸机模具液压真空阀的控制装置,其特征在于,所述储能器(6)包括压力罐体(61)、内柔性隔膜体(62),所述压力罐体(61)的底部通过油路接头(63)连接在减压阀(4)上,所述内柔性隔膜体(62)设置在压力罐体(61)内,所述压力罐体(61)的顶部设置有充气螺杆调节螺杆(64),所述内柔性隔膜体(62)的底部设置有内凹压力帽(65)。
4.根据权利要求1所述的一种压铸机模具液压真空阀的控制装置,其特征在于,所述油路块(1)的背面设置有两个油孔,两个所述油孔上分别设置有接头,所述接头通过防漏模块(8)与液压输送管连接。
5.根据权利要求4所述的一种压铸机模具液压真空阀的控制装置,其特征在于,所述防漏模块(8)包括第一c型防漏夹套(81)、第二c型防漏夹套(82)、多个夹持机构(83),所述第一c型防漏夹套(81)的侧壁上设置有多个第一夹持凸座(811),所述第二c型防漏夹套(82)的侧壁上设置有多个第二夹持凸座(821),所述夹持机构(83)穿设固定在第一夹持凸座(811)、第一夹持凸座(811)内,所述接头、液压输送管对接在第一c型防漏夹套(81)、第二c型防漏夹套(82)内,所述第一c型防漏夹套(81)上还设置有第一c型外夹套(812),所述第二c型防漏夹套(82)上还设置有第二c型外夹套(822),所述第一c型外夹套(812)与第二c型外夹套(822)对接。
6.根据权利要求5所述的一种压铸机模具液压真空阀的控制装置,其特征在于,所述夹持机构(83)包括第一夹持件(84)、第二夹持件(85),所述第一夹持件(84)包括丝杠体(841)、止动圈(842)以及止动弹簧(843),所述丝杠体(841)上设置有上丝杠座(844),所述止动圈(842)、止动弹簧(843)套在丝杠体(841)上并位于上丝杠座(844)的下方,所述止动弹簧(843)位于第一夹持凸座(811)的上夹槽(813)内并抵顶止动圈(842)。
7.根据权利要求6所述的一种压铸机模具液压真空阀的控制装置,其特征在于,所述第二夹持件(85)设置在第二夹持凸座(821)的下夹槽(823)内,所述第二夹持件(85)包括内座体(851)、下夹座(852),所述内座体(851)设置在下夹座(852)上,所述内座体(851)、下夹座(852)之间设置有多个预紧弹簧(853),所述丝杠体(841)穿过在第一夹持凸座(811)并延伸至与下夹座(852)连接。
8.根据权利要求7所述的一种压铸机模具液压真空阀的控制装置,其特征在于,所述内座体(851)上设置有多个凹型槽(854),所述下夹座(852)上设置多个外翅板(855),所述外翅板(855)与凹型槽(854)的侧缺口对应,并且两个相邻的所述外翅板(855)之间设置有滑动夹持块(856),所述外翅板(855)上设置有异型孔(857),所述滑动夹持块(856)的侧滑杆(858)穿设在异型孔(857)内,所述滑动夹持块(856)的内壁上设置有与丝杠体(841)对应的侧滑槽(859),所述预紧弹簧(853)设置在相邻的两个凹型槽(854)之间的内槽(860)中。
9.根据权利要求7所述的一种压铸机模具液压真空阀的控制装置,其特征在于,所述上丝杠座(844)的下端设置有多个第一止动棘刺(845),所述止动圈(842)的上端设置有多个第二止动棘刺(846),所述第一止动棘刺(845)的斜坡面与第二止动棘刺(846)的斜坡面滑动连接。
10.一种压铸机模具液压真空阀的控制方法,包括权利要求1-9任一项所述的压铸机模具液压真空阀的控制装置,其特征在于,该控制方法包括以下步骤:
技术总结
本发明公开了一种压铸机模具液压真空阀的控制装置及控制方法,包括:控制装置主体,所述控制装置主体包括油路块、充油阀、换向阀、高速卸荷阀、减压阀,充油阀、高速卸荷阀设置在油路块上,换向阀竖直地设置在油路块的一端,油路块的另一端设置有减压阀。本装置由充油阀、换向阀、高速卸荷阀、减压阀、储能器和压力传感器等组成,采用压铸机液压油路或外置的液压站供油,快速实现模具液压真空阀的打开和关闭动作,当压力传感器检测到储能器压力值过低时,充油阀向储能器供油,当压铸机设备合模到位后,通过换向阀把模具的液压真空阀打开,当压铸机设备射杆压射到设定位置时,通过换向阀和高速卸荷阀可以保证模具的液压真空阀在20ms内关闭。
技术研发人员:刘振宇,刘峻达,李建盛,黄坚强
受保护的技术使用者:肇庆铸技科技有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!