一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路的制作方法
本技术涉及一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路。
背景技术:
1、随着现代工业的发展,人民对机械零件的使用要求越来越高,使用环境对金属材料的耐高温,耐磨,抗疲劳等性能提出了更高的要求,对于某些特定的金属或合金材料,无论是前期研发还是后期的大批量生产投入使用,研究或得到高性能的金属合金材料都需要金属熔炼设备,表面热处理设备等的支持。现代先进的冶金技术要求高质量的材料需要经过真空感应熔炼(vim),电渣重熔(esr),真空自耗重熔(var)三联熔炼过程,然后再经过热处理,锻造等物理工艺过程,为后续设备制作提供高质量的金属合金材料。真空感应熔炼是在真空条件下感应加热的方式融化金属,同时在真空环境下根据材料的配方要求,加入其他元素,完成金属重熔。再在真空环境下完成浇筑,使其材料变成后道工序所需要的形状。所有工艺过程都必须在真空环境下进行的。这就要求炉体的各个腔室需要使用闸板阀进行分割成不同的功能,已完成工艺功能的需要。闸板阀在工作时,要求良好的密封性能,可以根据工艺要求顺利的打开和关闭。
2、真空熔炼各腔室根据功能不同,通常可以划分为熔炼室,模室,侧加料室,上加料室,溜槽室。对于不同工艺要求,可以增加其他腔室。每个腔室之间是通过闸板阀相互分割开的。对于不同的腔室结构,闸板阀的夹紧功能的要求是不一样的。目前比较实用的方法是使用液压油缸来推动阀板抵紧到阀体上,以达到密封的效果。同时在腔室真空环境切换时,可以快速和顺利的打开和关闭闸板阀。
3、请参阅图1和图2,闸板阀在分割炉体各个腔室时,使用液压油缸1'对其进行夹紧操作,以确保闸板阀所处腔室在抽真空时不会出现移动。为了实现这个目的,在液压油缸的控制回路中增加液压锁2',使得在腔室抽真空时液压油缸的油压随着真空度的增高液压保持不变。
4、腔室在真空环境切换时,由于阀板两侧真空度的不同,阀板受到一定的压力,这种压力使得阀板挤压阀座上的密封材料,阀板向阀座一侧进行移动。为了满足密封需要,液压油缸1'的方向控制阀处于打开状态,液压油缸1'的夹紧一侧会被液压站补油,以维持夹紧的预紧力的要求。但在闸板阀夹紧力的反向腔室抽真空或者真空腔室在放空后,当真空环境再次切换时,如果阀板两侧的真空度达到一样时,阀座上的密封材料将恢复原来的状态趋势,真空度的变化,使得液压油缸内部产生巨大的压力(大于工作压力的3~4倍),致使液压锁开启困难,液压油缸不能开启,闸板阀不能打开。阀板的夹紧力无法去除,闸板阀无法打开。
技术实现思路
1、本实用新型的目的是克服现有技术的缺陷,提供一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,在原有的液压系统中增加相应的溢流阀进行压力控制,保证液压锁可以正常开启,闸板阀可以正常打开,同时不再产生额外的成本。
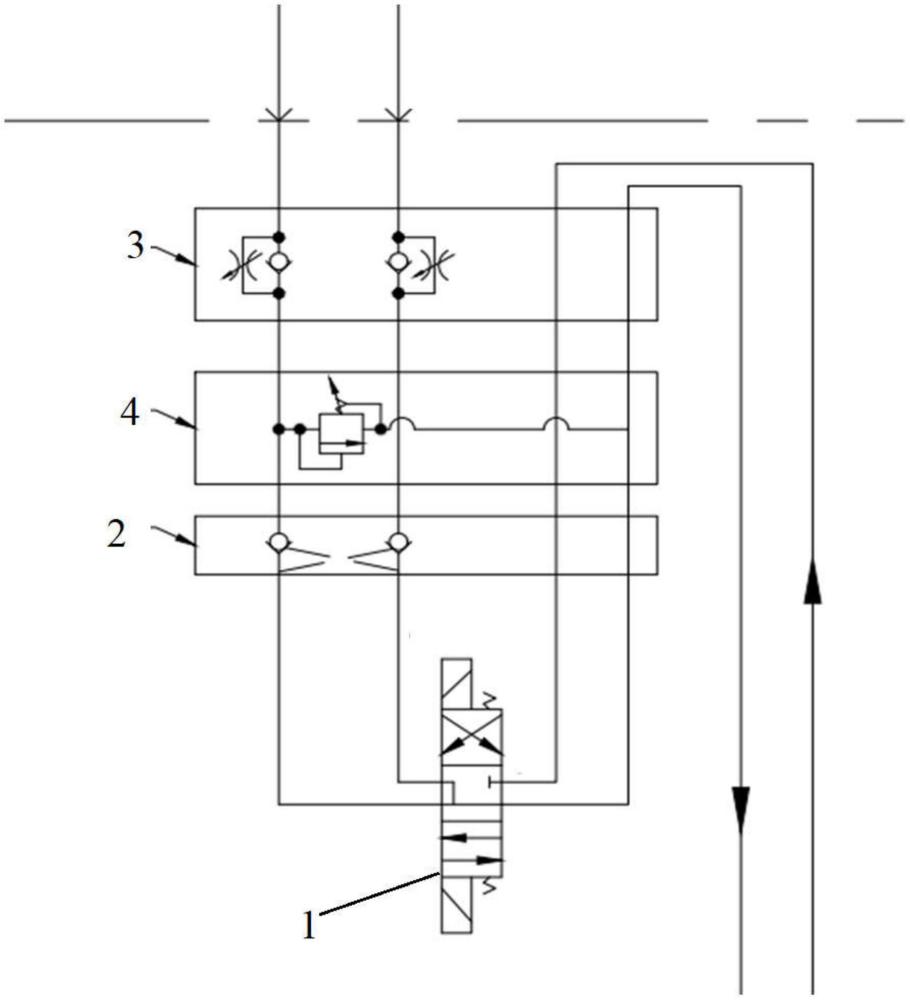
2、实现上述目的的技术方案是:一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,包括依次通过管路相连的液压油缸、液压锁和节流阀,所述液压锁和节流阀之间增加单向溢流阀,所述单向溢流阀的一端通过管路连接所述液压油缸的无杆腔,另一端连接所述液压锁和节流阀之间的管路;
3、所述液压油缸用于夹紧或松开闸板阀;
4、所述液压油缸的无杆腔为夹紧工作腔,所述液压油缸的有杆腔为松开工作腔;
5、所述液压锁用于在闸板阀所处腔室抽真空时补充夹紧工作腔、松开工作腔和管路内油量;
6、所述单向溢流阀用于在闸板阀所处腔室抽真空时,调节流经夹紧工作腔的油量,调节无杆腔的压力,维持管路内压力不超过液压锁的开启压力。
7、上述的一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,其中,所述液压油缸的工作压力为85bar。
8、上述的一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,其中,所述液压油缸的活塞截面积比小于等于2:1。
9、上述的一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,其中,所述单向溢流阀的工作压力85~120bar。
10、上述的一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,其中,所述液压锁的开启压力比1:3。
11、本实用新型的真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,在原有的液压系统中增加相应的溢流阀进行压力控制,保证液压锁可以正常开启,闸板阀可以正常打开,同时不再产生额外的成本。
技术特征:
1.一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,包括依次通过管路相连的液压油缸、液压锁和节流阀,其特征在于,所述液压锁和节流阀之间增加单向溢流阀,所述单向溢流阀的一端通过管路连接所述液压油缸的无杆腔,另一端连接所述液压锁和节流阀之间的管路;
2.根据权利要求1所述的一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,其特征在于,所述液压油缸的工作压力为85bar。
3.根据权利要求1所述的一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,其特征在于,所述液压油缸的活塞截面积比小于等于2:1。
4.根据权利要求1所述的一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,其特征在于,所述单向溢流阀的工作压力85~120bar。
5.根据权利要求1所述的一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,其特征在于,所述液压锁的开启压力比1:3。
技术总结
本技术公开了一种真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,包括依次通过管路相连的液压油缸、液压锁和节流阀,液压锁和节流阀之间增加单向溢流阀,单向溢流阀的一端通过管路连接液压油缸的无杆腔,另一端连接液压锁和节流阀之间的管路;液压油缸的无杆腔为夹紧工作腔,液压油缸的有杆腔为松开工作腔;单向溢流阀用于在闸板阀所处腔室抽真空时,调节流经夹紧工作腔的油量,调节无杆腔的压力,维持管路内压力不超过液压锁的开启压力。本技术的真空感应熔炼炉的腔体隔离闸板阀的液压控制回路,在原有的液压系统中增加相应的溢流阀进行压力控制,保证液压锁可以正常开启,闸板阀可以正常打开,同时不再产生额外的成本。
技术研发人员:宁小锋,迈克.耐伦
受保护的技术使用者:应达工业(上海)有限公司
技术研发日:20231213
技术公布日:2024/8/13
- 还没有人留言评论。精彩留言会获得点赞!