一种一体式导流壳的制作方法
本技术属于水泵零部件领域,涉及到一种导流壳,特别涉及到一种一体式导流壳。
背景技术:
1、导流壳是潜水泵和深井泵内的重要部件,通常安装在叶轮之间,用于改变叶轮出口流出液体的流动方向,输送到下一级叶轮进口或泵的出口。
2、现有的导流壳是由叶片和叶轮片通过焊接的方式与壳体焊接形成,由于叶轮片和叶轮齿与壳体之间的间隙过于狭窄,导致焊接过程经常发生叶轮齿错位倾斜的现象,当叶轮齿倾斜时,导流壳导流损耗会增大,在工作过程中,导流壳处会发出较大的噪音;通过增大焊接零件之间的间隙来提高焊接效率,但增大的间隙会提高导流壳的泄流损失,降低水泵的工作效率,延长加工周期并提高生产成本。
技术实现思路
1、本实用新型的目的是针对现有技术中存在的上述问题,提供了一种加工定位准确、生产时间短并且成本低的一体式导流壳。
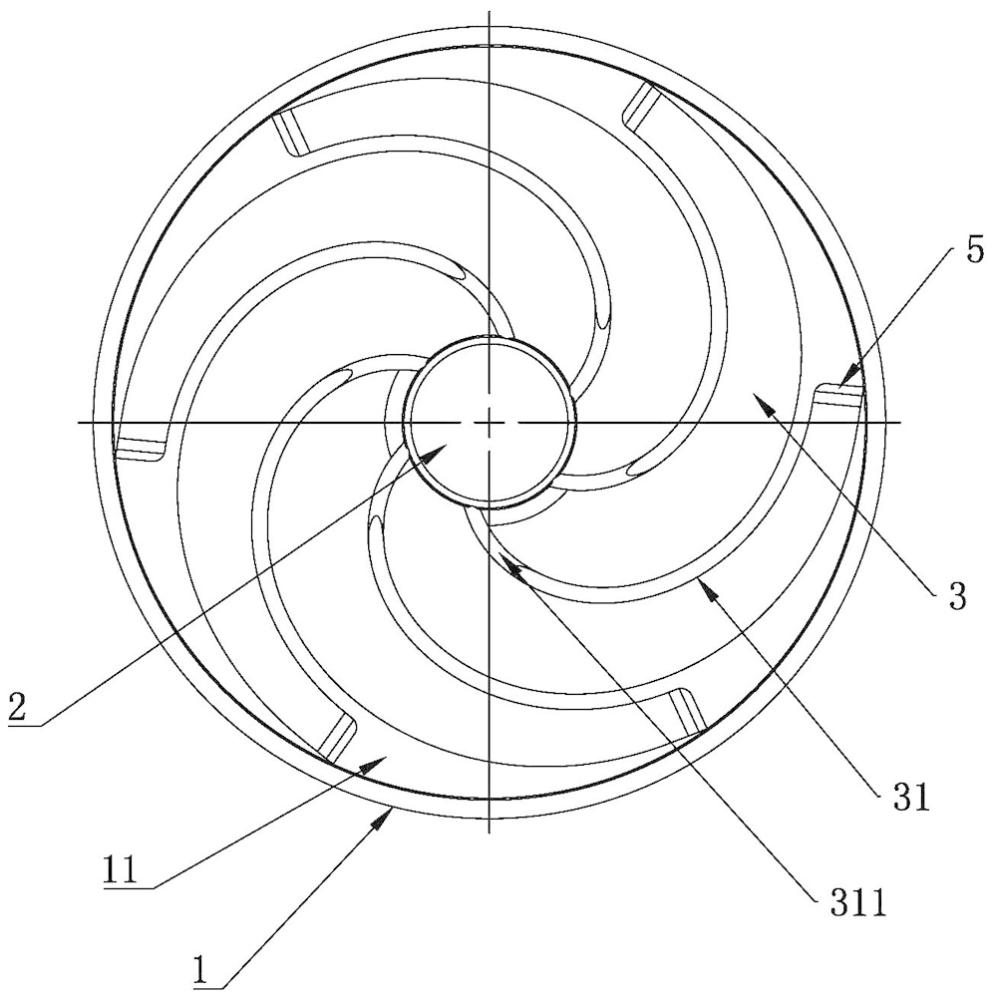
2、本实用新型可通过以下技术方案实现:一种一体式导流壳,包括主体,所述主体上开设有轴孔,所述主体的前端面加工有引水槽,所述引水槽之间形成叶片,所述主体的后端吗开设有安装槽,所述安装槽槽底加工有导流槽。
3、在上述的一体式导流壳中,所述叶片在轴孔端开设有斜面。
4、在上述的一体式导流壳中,所述导流槽和引水槽之间开设有入水口。
5、在上述的一体式导流壳中,所述导流槽自入水口处沿圆周向后端面逐渐收束。
6、在上述的一体式导流壳中,所述轴孔外侧开设有凸壁,所述凸壁与斜面为一体,所述凸壁高度与斜面最低点相同。
7、与现有技术相比,本实用新型的优点在于:将壳体和主体一体式加工成型,随后通过削除金属的方式加工出轴孔、引水槽、导流槽,引水槽之间形成叶片,引水槽和导流槽之间打通入水口,由于是通过削除加工成型,结构强度高,减少了生产工序、降低了加工成本,提高了生产效率。
技术特征:
1.一种一体式导流壳,包括主体(1),所述主体(1)上开设有轴孔(2),其特征在于:所述主体(1)的前端面(11)加工有引水槽(3),所述引水槽(3)之间形成叶片(31),所述主体(1)的后端面(12)开设有安装槽(4),所述安装槽(4)槽底加工有导流槽(41)。
2.根据权利要求1所述的一体式导流壳,其特征在于,所述叶片(31)在轴孔(2)端开设有斜面(311)。
3.根据权利要求1所述的一体式导流壳,其特征在于,所述导流槽(41)和引水槽(3)之间开设有入水口(5)。
4.根据权利要求1所述的一体式导流壳,其特征在于,所述导流槽(41)自入水口(5)(5)处沿圆周向后端面(12)逐渐收束。
5.根据权利要求1所述的一体式导流壳,其特征在于,所述轴孔(2)外侧开设有凸壁(21),所述凸壁(21)与斜面(311)为一体,所述凸壁(21)高度与斜面(311)最低点相同。
技术总结
本技术提供了一种一体式导流壳,属于水泵零部件领域,它解决了叶片焊接到导流壳上容易出现倾斜错位的问题。本技术包括主体,主体开设有轴孔,主体的前端面开设引水槽,引水槽之间形成叶片,叶片的轴孔端开设有斜面,斜面与轴孔的凸壁连接,主体的后端面开设有导流槽,导流槽和引水槽之间通过入水口连接,导流槽沿圆周自入水口向后端面收束。本技术的优点在于:在导流壳的主体上直接车出引水槽,使得引水槽之间形成叶片,无需加装另外的生产线生产叶片,并跳过了焊接工序,降低生产成本并缩减了生产周期;叶片通过机床车出,属于导流壳的一部分,结构强度高。
技术研发人员:陈贤元,陈舜
受保护的技术使用者:台州佳迪泵业有限公司
技术研发日:20240611
技术公布日:2025/3/6
- 还没有人留言评论。精彩留言会获得点赞!