扭转弹性轴接头及其制造方法与流程
1.本发明涉及一种根据权利要求1的前序部分的类型的具有法兰管连接的扭转弹性轴接头以及一种根据权利要求10的前序部分的类型的用于制造这种轴接头的方法。
背景技术:
2.扭转弹性轴接头是众所周知的,并且特别是在机动车辆的传动系中用作接头的弹性构件,通常是接头盘和传动轴管的减振、扭转弹性连接。为了将传动轴管与接头盘连接,使用法兰,传动轴管通常通过焊接连接,优选摩擦连接与所述法兰抗扭地连接。法兰可以一件式地实施为锻件或多件式地实施。在多件式构造的情况下,法兰由主要部件和次要部件形成,其中主要部件构造成用于固定,特别是用于焊接到相关联的轴管上,并且次要部件通过接头盘与另一法兰连接(de 195 31 190 c1)。
3.此外,还已知一种用于阻尼机动车辆驱动轴的扭转振动的装置及其制造方法,其中,第一轴通过按照已知的硬盘等类型的接头盘与第二轴传递转矩地连接。该装置具有法兰件,接头盘借助于多个均匀分布地布置在其外周上的螺钉固定在该法兰件上。法兰件的自由端部例如通过摩擦焊接等与第一轴连接(de 40 20 540 c2)。
4.这种法兰管连接的法兰件通常是具有管状焊接附件的锻造的且随后机械加工的构件。在管状焊接附件的自由端部处,管与焊接附件同轴地通过摩擦焊接与法兰件连接。焊接附件与分别要与其焊接的管兼容地构造。这些法兰管连接的缺点在于,必须为每个管附件提供在其壁厚和外径方面匹配于管的法兰,所述法兰具有与这些尺寸相对应的焊接附件。这需要在法兰件的供应和提供方面的高耗费。此外,锻造法兰件的制造及其随后的机械加工相对昂贵。最后但并非最不重要的是,这种法兰件的重量相对较高,这恰好在车辆制造中是显著的缺点。
5.因此,本发明基于开发一种可灵活使用、成本低廉且重量较轻的扭转弹性轴接头的任务。用于制造扭转弹性轴接头的方法同样应有助于降低其制造成本。
6.根据本发明,通过权利要求1或10的表征特征来解决该任务。
技术实现要素:
7.根据本发明的扭转弹性接头联轴器的特征在于在轴侧,即在扭转弹性力传递器的面向轴的端侧上布置有一个新的法兰。其仅由形状稳定的,特别是抗扭的盘形构件,即所谓的法兰盘构成,而没有用于轴的轴向焊接附件。所述轴直接与所述盘形法兰件同轴地抗扭地连接。由此,不需要使轴侧法兰与轴的尺寸相匹配。
8.此外,盘形法兰件比例如通过锻造的且随后机械加工制造的法兰明显更轻。这种盘形法兰件可以是简单的板材半成品。在此,该板材半成品可以以对于法兰典型的所有形状和变型形式构造,例如星形、三角形或臂形法兰。其制造,例如作为冲压件、深冲件或通过热切割工艺,与锻造法兰相比成本明显更低。
9.为了提高盘形法兰件的刚度,可以在板材半成品中引入加强卷边。通过将板材半
成品的横截面轮廓构造为u形轮廓来实现特别高的刚度。
10.根据本发明的另外的有利的设计方案,在盘形法兰件中可以在轴侧引入同轴槽,该槽对于空心轴形成对中的管附件。
11.根据本发明的另一有利的设计方案,盘形法兰件可以具有扁平的同轴隆起部。这种隆起部提高了法兰件的刚度并且同时用作轴的容纳面。隆起部可以关于轴的布置构造为凸形,即朝向轴,或者构造为凹形,即远离轴。视应用情况而定,轴安装在隆起部上或插入隆起部中,并且与法兰件抗扭地连接。在凸形隆起部的情况下,所述隆起部可以被压扁以改善轴的附件,从而对于轴存在平坦的贴靠面并且对于空心轴存在平坦的环形面。
12.通常,扭转弹性接头联轴器的组成部分在其旋转轴线上具有中心孔,例如定心套筒伸入到所述中心孔中。根据本发明的与此相关的有利的设计方案,盘形法兰件的中心孔在扭转弹性力传递器的方向上具有同轴套筒状深冲部。这种深冲部用于引导压入法兰中的对中套筒。
13.用于制造扭转弹性接头联轴器的方法在于,将轴侧法兰制造为盘形法兰件,并且将轴直接与该盘形法兰件抗扭地连接,也就是说,轴在没有圆柱形中间件,例如焊接附件的情况下焊接到盘形法兰件上。为此提供的有利的焊接方法是摩擦焊接。
14.根据本发明的方法的一种有利的设计方案,当外部焊接凸缘被移除时,在摩擦焊接工艺的后处理过程中,在盘形法兰件中形成一个凹槽形式的咬边。由此减小了抗扭连接的缺口应力影响,并且因此提高了连接的强度。
15.本发明的其他优点和有利的设计方案可以从下面的说明书、权利要求书和附图中得出。
附图说明
16.根据本发明的主题的优选实施例在附图中示出并且在下面更详细地解释。在附图中
17.图1:根据本发明的具有构造为实心盘的法兰件的轴接头的空间图,
18.图2:具有图1中的管的法兰件的截面图,
19.图3:根据本发明的具有星形构造的具有u形轮廓的法兰件的轴接头的空间图,
20.图4:图3中的轴接头的截面图,
21.图5:根据本发明的轴铰链,其具有在空间图中构造为实心盘的法兰件,所述法兰件具有加强卷边,
22.图6:图5中的轴接头的侧视图,
23.图7:带有焊接管件的平面三角形法兰,以及
24.图8:图7中的三角形法兰的截面图。
25.附图标记说明
26.1:实心盘
27.2:管件
28.3:接头盘
29.4:螺钉
30.5:配对法兰
31.6:留空部
32.7:隆起部
33.8:摩擦焊缝
34.9:套筒状区域
35.10:星形法兰
36.11:定心套筒
37.12:实心盘
38.13:卷边
39.14:三角形法兰
具体实施方式
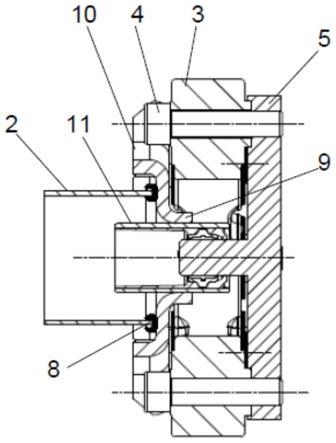
40.如从图1中可见,根据本发明的轴接头具有构造为实心盘1的盘形法兰件,在本示例中轴的管件2焊接在该法兰件上并且该法兰件与接头盘3抗扭地连接。接头盘3借助螺栓4与配对法兰5抗扭地连接。实心板1设有留空部6,以确保螺钉4的可触及性并且提供用于螺钉4的区域中的更好的可移动性的自由空间。图2示出具有焊接管件2的实心盘1的截面图。在该实施例中,实心盘1为了提高其在管件2方向上的刚度而设有同轴隆起部7,该隆起部的截锥形区域相对于实心盘1的平面具有0<β<90
°
,在本实施例中为35
°
。隆起部7在其自由端侧上作为接缝预加工被压扁并且通过摩擦焊接与管件2连接。摩擦焊缝的附图标记为8。实心盘1还具有套筒状区域9,用于容纳在此未示出的定心套筒,该定心套筒与其中心孔同轴。
41.图3示出根据本发明的轴接头,其盘形法兰件构造为星形法兰10。为了提高其刚度,其具有u形的横截面轮廓。与图1中的轴接头的那些部件相同的部件设有相同的附图标记。如从图4中可见,星形法兰10在该实施方式中也为了容纳定心套筒11在其中心孔的区域中设有同轴套筒状区域9。
42.在图5中示出的轴接头的盘形法兰件同样构造为实心盘12,但是为了提高其刚度而具有卷边13,所述卷边十字形地环绕于管件2的连接部位。如图6所示,卷边13相对于实心盘12的平面具有0<α<90
°
,在本示例中为30
°
。
43.在此应再次提及的是,所有法兰件可以通过成本低廉的成型方法、深冲、冲压和其他方法来制造,所述法兰件具有其不同的加强结构和关于焊缝预加工和/或引导的附加的有利特征。
44.图7以空间图示出了没有任何加强结构的带有焊接管件2的盘形三角形法兰14,并且图8以纵截面图示出了两个部件的连接。摩擦焊缝用附图标记8表示。
45.这里示出的所有特征不仅可以单独地而且可以彼此任意组合,对本发明是必不可少的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1