橡套电缆硫化过程中管道水温控制装置的制作方法
1.本实用新型属于电缆制作领域,尤其涉及到一种橡套电缆硫化过程中管道水温控制装置。
背景技术:
2.为了环保需求,橡套电缆生产用燃煤蒸汽锅炉更改为燃气蒸汽锅炉,天然气能耗价格远远高于煤炭,因此生产成品也大幅增加。
3.通过对生产车间的连续观察,在橡套电缆生产过程中存在非生产非必要的损耗,主要是密封效果不好和硫化管道保温效果差造成的。
技术实现要素:
4.本实用新型的一个目的是提供一种橡套电缆硫化过程中管道水温控制装置,并提供至少后面将说明的优点。
5.本实用新型的另一个目的是提供一种橡套电缆硫化过程中管道水温控制装置,由内而外设置有不锈钢硫化管本体、电热丝层、中空层和硅酸铝纤维毡层,提高了硫化管道的保温性能,同时还采用第一法兰和第二法兰增强了硫化管道与挤橡机出口之间的连接,提高其密封性,避免了非生产非必要的能耗。
6.本实用新型的技术方案如下:
7.橡套电缆硫化过程中管道水温控制装置,其包括:
8.硫化管道,其头端与挤橡机出口密封连接,末端与水密封结构连接,所述硫化管道由内而外包括有不锈钢硫化管本体、电热丝层、中空层和硅酸铝纤维毡层,所述不锈钢硫化管本体的头端突出于所述电热丝层、所述中空层和所述硅酸铝纤维毡层;
9.第一法兰,其焊接在所述不锈钢硫化管本体的头端;
10.第二法兰,其焊接在所述挤橡机出口上,且所述第一法兰和所述第二法兰通过螺栓固定,所述第一法兰和所述第二法兰的外径相同;
11.卡箍,其卡在所述第一法兰和所述第二法兰的外周侧。
12.优选的是,所述的橡套电缆硫化过程中管道水温控制装置中,所述硫化管道头端的内侧设置有挡环,其内径大于所述挤橡机出口的外径8
‑
10mm。
13.优选的是,所述的橡套电缆硫化过程中管道水温控制装置中,
14.所述挡环、所述第一法兰、所述卡箍和所述第二法兰限定一第一空隙,其内放置保温棉;
15.所述第一法兰、所述卡箍、所述硫化管道的头端限定一第二空隙,所述不锈钢硫化管本体的外侧缠绕有保温毡以填充所述第二空隙。
16.优选的是,所述的橡套电缆硫化过程中管道水温控制装置中,所述硫化管道的末端内壁设置有温度传感器。
17.优选的是,所述的橡套电缆硫化过程中管道水温控制装置中,所述硫化管道的内
壁沿着其长度方向螺旋设置有蒸汽软管,所述蒸汽软管朝向所述硫化管道中心的一侧安装有蒸汽喷嘴,所述蒸汽软管通过一蒸汽压力调节阀外接至蒸汽源。
18.优选的是,所述的橡套电缆硫化过程中管道水温控制装置中,所述硫化管道的内径不大于所述挤橡机出口的外径的2倍。
19.优选的是,所述的橡套电缆硫化过程中管道水温控制装置中,所述第一法兰和所述第二法兰之间设置有硅酸铝密封垫。
20.本实用新型具有以下有益效果:
21.设由内而外设置有不锈钢硫化管本体、电热丝层、中空层和硅酸铝纤维毡层,提高了硫化管道的保温性能;
22.采用第一法兰和第二法兰增强了硫化管道与挤橡机出口之间的连接,提高其密封性。
23.本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
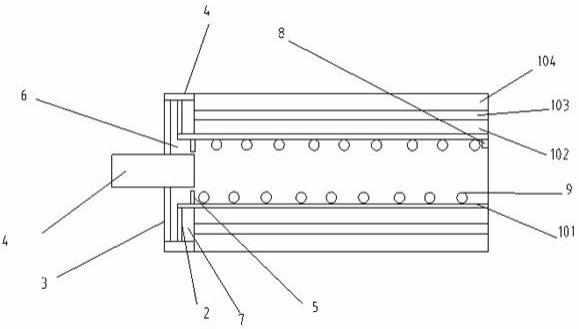
24.图1为本实用新型提供的橡套电缆硫化过程中管道水温控制装置的一个实施例的结构示意图。
具体实施方式
25.下面结合附图对本实用新型做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
26.应当理解,本文所使用的诸如“具有”、“包含”以及“包括”术语并不配出一个或多个其它元件或其组合的存在或添加。
27.如图1所示,本实用新型提供一种橡套电缆硫化过程中管道水温控制装置,其包括:
28.硫化管道,其头端与挤橡机出口密封连接,末端与水密封结构连接,所述硫化管道由内而外包括有不锈钢硫化管本体101、电热丝层102、中空层103和硅酸铝纤维毡层104,所述不锈钢硫化管本体101的头端突出于所述电热丝层102、所述中空层103和所述硅酸铝纤维毡层104;
29.第一法兰2,其焊接在所述不锈钢硫化管本体101的头端;
30.第二法兰3,其焊接在所述挤橡机出口上,且所述第一法兰2和所述第二法兰3通过螺栓固定,所述第一法兰2和所述第二法兰3的外径相同;
31.卡箍4,其卡在所述第一法兰2和所述第二法兰3的外周侧。
32.在本实用新型提供的所述的橡套电缆硫化过程中管道水温控制装置的一个实施例中,所述硫化管道头端的内侧设置有挡环5,其内径大于所述挤橡机出口的外径8
‑
10mm,该挡环与不锈钢硫化管本体螺纹连接,可根据不同的挤橡机出口更换不同的挡环。
33.在本实用新型提供的所述的橡套电缆硫化过程中管道水温控制装置的一个实施例中,
34.所述挡环5、所述第一法兰2、所述卡箍4和所述第二法兰3限定一第一空隙,其内放
置保温棉6;
35.所述第一法兰2、所述卡箍4、所述硫化管道的头端限定一第二空隙,所述不锈钢硫化管本体101的外侧缠绕有保温毡7以填充所述第二空隙。
36.在本实用新型提供的所述的橡套电缆硫化过程中管道水温控制装置的一个实施例中,所述硫化管道的末端内壁设置有温度传感器8。
37.在本实用新型提供的所述的橡套电缆硫化过程中管道水温控制装置的一个实施例中,所述硫化管道的内壁沿着其长度方向螺旋设置有蒸汽软管9,所述蒸汽软管9朝向所述硫化管道中心的一侧安装有蒸汽喷嘴,所述蒸汽软管9通过一蒸汽压力调节阀外接至蒸汽源,在硫化管道内温度和蒸汽压力达不到规定值时通过蒸汽喷嘴进行调节。
38.在本实用新型提供的所述的橡套电缆硫化过程中管道水温控制装置的一个实施例中,所述硫化管道的内径不大于所述挤橡机出口的外径的2倍,可避免过多的蒸汽参与,节约能源。
39.在本实用新型提供的所述的橡套电缆硫化过程中管道水温控制装置的一个实施例中,所述第一法兰2和所述第二法兰3之间设置有硅酸铝密封垫。
40.采用本实用新型提供的所述的橡套电缆硫化过程中管道水温控制装置后,蒸汽泄漏基本杜绝,车间生产环境得到提高,且在保证产品质量的前提下,提高了生产效率,同时燃气用量由之前的223.33m
³
/万元降低到了129.2m
³
/万元,降低了42%,效果明显。
41.尽管本实用新型的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本实用新型的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本实用新型并不限于特定的细节和这里示出与描述的图例。
技术特征:
1.橡套电缆硫化过程中管道水温控制装置,其特征在于,包括:硫化管道,其头端与挤橡机出口密封连接,末端与水密封结构连接,所述硫化管道由内而外包括有不锈钢硫化管本体、电热丝层、中空层和硅酸铝纤维毡层,所述不锈钢硫化管本体的头端突出于所述电热丝层、所述中空层和所述硅酸铝纤维毡层;第一法兰,其焊接在所述不锈钢硫化管本体的头端;第二法兰,其焊接在所述挤橡机出口上,且所述第一法兰和所述第二法兰通过螺栓固定,所述第一法兰和所述第二法兰的外径相同;卡箍,其卡在所述第一法兰和所述第二法兰的外周侧。2.如权利要求1所述的橡套电缆硫化过程中管道水温控制装置,其特征在于,所述硫化管道头端的内侧设置有挡环,其内径大于所述挤橡机出口的外径8
‑
10mm。3.如权利要求2所述的橡套电缆硫化过程中管道水温控制装置,其特征在于,所述挡环、所述第一法兰、所述卡箍和所述第二法兰限定一第一空隙,其内放置保温棉;所述第一法兰、所述卡箍、所述硫化管道的头端限定一第二空隙,所述不锈钢硫化管本体的外侧缠绕有保温毡以填充所述第二空隙。4.如权利要求1所述的橡套电缆硫化过程中管道水温控制装置,其特征在于,所述硫化管道的末端内壁设置有温度传感器。5.如权利要求1所述的橡套电缆硫化过程中管道水温控制装置,其特征在于,所述硫化管道的内壁沿着其长度方向螺旋设置有蒸汽软管,所述蒸汽软管朝向所述硫化管道中心的一侧安装有蒸汽喷嘴,所述蒸汽软管通过一蒸汽压力调节阀外接至蒸汽源。6.如权利要求1所述的橡套电缆硫化过程中管道水温控制装置,其特征在于,所述硫化管道的内径不大于所述挤橡机出口的外径的2倍。7.如权利要求1所述的橡套电缆硫化过程中管道水温控制装置,其特征在于,所述第一法兰和所述第二法兰之间设置有硅酸铝密封垫。
技术总结
本实用新型提供一种橡套电缆硫化过程中管道水温控制装置,其包括:硫化管道,其头端与挤橡机出口密封连接,末端与水密封结构连接,硫化管道由内而外包括有不锈钢硫化管本体、电热丝层、中空层和硅酸铝纤维毡层;第一法兰,其焊接在不锈钢硫化管本体的头端;第二法兰,其焊接在挤橡机出口上,且第一法兰和第二法兰通过螺栓固定;卡箍,其卡在第一法兰和第二法兰的外周侧。本实用新型提供的橡套电缆硫化过程中管道水温控制装置,由内而外设置有不锈钢硫化管本体、电热丝层、中空层和硅酸铝纤维毡层,提高了硫化管道的保温性能,同时第一法兰和第二法兰增强了硫化管道与挤橡机出口之间的连接,提高其密封性,避免了非生产非必要的能耗。避免了非生产非必要的能耗。避免了非生产非必要的能耗。
技术研发人员:刘向凯 耿彪 耿钰航 崔晋亮
受保护的技术使用者:晋中市神龙电缆有限公司
技术研发日:2021.02.03
技术公布日:2021/11/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1