一种带有内耐蚀层的管路端对端连接结构的制作方法
1.本实用新型涉及油套管技术领域,尤其涉及一种带有内耐蚀层的管路端对端连接结构。
背景技术:
2.由于苛刻腐蚀油气田服役环境,油管内壁均匀腐蚀及点蚀穿孔失效频繁发生,有些油管甚至几个月就发生腐蚀穿孔。根据环境中的h2s分压、co2分压、cl-质量浓度、温度、压力和液体流动情况,按照耐蚀性越来越强的顺序,可选用的耐蚀合金材质有低碳合金钢、马氏体不锈钢、双相不锈钢、铁-耐蚀合金和耐蚀合金。针对四川的川东北、塔里木等地含有h2s、co2、cl-同时存在的高温、高压天然气田,目前多选用马氏体不锈钢管(超级13cr)和耐蚀合金管(825、g3),但超级13cr油管应力腐蚀开裂失效也屡屡发生;而纯耐蚀合金油管价格非常昂贵,成本太高,难以推广使用。而双金属复合油管能大大降低耐蚀油管的成本,将外层碳钢的高强度和内层耐蚀合金的防腐性能有机结合,既提高性能,又降低成本,得到广泛应用。
3.带内耐蚀层管路虽然有效的解决了腐蚀问题,但螺纹连接部分依然存在易腐蚀的问题,如何解决螺纹连接部分的腐蚀问题,实现整个管串的防腐,是当前亟需解决的问题。采用对顶式螺纹,通过双金属管耐蚀内层间的接触来进行管串的内壁防腐,存在以下问题:一是相互连接的两段金属管是否能有效接触,二是对顶面上产生的摩擦力可能导致另一侧的螺纹连接松扣,三是由于工厂端的外螺纹干涉,导致现场端的外螺纹上扣不到位而上扣扭矩不足。
4.因此,有必要研究一种带有内耐蚀层的管路端对端连接结构来应对现有技术的不足,以解决或减轻上述一个或多个问题。
技术实现要素:
5.有鉴于此,本实用新型提供了一种带有内耐蚀层的管路端对端连接结构,能够克服现有技术中对顶式带内耐蚀层管路螺纹连接时可能出现的反扭矩松扣、台肩面对顶不到位或现场端上扣扭矩不足的问题,实现带内耐蚀层管路串的精确有效连接,实现带内耐蚀层管路之间的精确,实现带内耐蚀层管路串的精确有效连接及实现双金属管串防腐蚀的整体性,确保整个管串的耐蚀性。
6.本实用新型提供一种带有内耐蚀层的管路端对端连接结构,实现两段带内耐蚀层管路之间的连接,其特征在于,所述结构按装配过程的先后包括两种结构状态:工厂端结构状态和现场端结构状态;
7.所述工厂端结构状态具体包括:第一段带内耐蚀层管路、碳钢接箍和装配短节;所述第一段带内耐蚀层管路和所述装配短节的端部分别设有外螺纹,所述碳钢接箍的内壁设有内螺纹;所述第一段带内耐蚀层管路和所述装配短节分别与所述碳钢接箍的两端螺纹连接;
8.所述现场端结构状态具体包括:所述第一段带内耐蚀层管路、第二段带内耐蚀层管路和所述碳钢接箍;所述第二段带内耐蚀层管路的端部设有外螺纹;所述第一段带内耐蚀层管路和所述第二段带内耐蚀层管路分别和所述碳钢接箍的两端螺纹连接;
9.所述装配短节的外表面设有定位台肩,所述装配短节螺纹端面与所述定位台肩的距离为所述碳钢接箍长度的1/2;该长度设置是为了确保第一端和第二端的管体螺纹都上到接箍的一半位置,从而解决对顶不到位和现场端上扣扭矩不足的问题;
10.所述第一段带内耐蚀层管路的外螺纹上涂有防松紧固油套管螺纹脂和防粘扣油套管螺纹脂;所述防松紧固油套管螺纹脂在外侧且涂抹于外螺纹长度1/3处,所述防粘扣油套管螺纹脂涂抹于外螺纹长度2/3处;涂抹防松紧固油套管螺纹脂目的在与固定工厂端的螺纹连接,防止现场上扣(即碳钢接箍的第一端与第二段带内耐蚀层管路上扣)时因端面接触产生的反扭矩将这一端已连接的螺纹反时针旋转而松扣;本实用新型中1/3处和2/3处的含义是指相应螺纹脂的涂抹区域囊括了1/3或2/3这一具体位置;两种螺纹脂不重叠涂抹;
11.所述第二段带内耐蚀层管路的外螺纹上涂有防粘扣油套管螺纹脂。
12.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述定位台肩处的外径大于所述装配短节外螺纹处的外径;
13.在所述工厂端结构状态中,所述碳钢接箍的一端面与所述定位台肩接触连接。
14.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述第一段带内耐蚀层管路和所述第二段带内耐蚀层管路的外螺纹均设置为锥台形(也就是本实用新型所说的外螺纹鼻肩);
15.相应的,所述装配短节的外螺纹和所述两段带内耐蚀层管路的锥台形外螺纹相同,并均与所述碳钢接箍的内螺纹匹配。
16.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述第一段带内耐蚀层管路和所述第二段带内耐蚀层管路均包括外层碳钢金属管和内层耐蚀金属管;
17.所述第一段带内耐蚀层管路和所述第二段带内耐蚀层管路的待连接端的所述内层耐蚀金属管均相较于所述外层碳钢金属管突出3mm-6mm,且所述内层耐蚀金属管突出部分焊接有耐蚀金属层,所述耐蚀金属层同时与所述内层耐蚀金属管外表面以及所述外层碳钢金属管端面连接。本实用新型中的带内耐蚀层管路的内层金属管为耐蚀管体,外层金属管为常规的金属管体,去掉部分外管焊接耐蚀金属层使得对顶的接触面都是耐蚀合金,从而提高整个管串的耐蚀性能。
18.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述耐蚀金属层的材质与所述外层碳钢金属管和所述内层耐蚀金属管均相熔。
19.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述耐蚀金属层外表面与所述碳钢接箍内表面不接触,形成接箍内中空圆柱段。
20.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述锥台形所产生的带内耐蚀层管路截面厚度差≥2mm,轴向长度≤4mm。
21.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述碳钢接箍的端面与所述定位台肩接触连接具体为:所述碳钢接箍的端面与所述装配短节的定位台肩之间的间隙≤0.01mm。
22.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述接箍内
中空圆柱段的内径大于所述锥台形最小外径0.2~0.6mm,轴向长度小于所述锥台形轴向长度0.2~0.3mm。该接箍内中空圆柱段内不裸露带内耐蚀层管路的外层金属管,仅裸露所述耐蚀金属层,以保证非耐蚀的外层金属管不与管内输送油气等物质接触。
23.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,其特征在于,所述外层碳钢金属管的厚度为5.5~12.7mm;所述内层耐蚀金属管的厚度为0.5~4.5mm。
24.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述第一段带内耐蚀层管路和所述第二段带内耐蚀层管路的外螺纹在旋入所述碳钢接箍时的合格判据为:上扣扭矩值达到预设值且扭矩曲线出现鼻肩碰触信号。在两个管体外螺纹端面分别加工有一截鼻端,当两个管体外螺纹端面接触,即鼻端触碰后,上扣扭矩曲线会有一个快速的呈竖直线式的增加,以此作为鼻肩触碰信号。
25.与现有技术相比,上述技术方案中的一个技术方案具有如下优点或有益效果:通过精确控制工厂端螺纹连接的上扣位置,解决了螺纹连接在现场的管串螺纹连接装配时可能出现的反扭矩松扣、台肩面对顶不到位的问题;
26.上述技术方案中的另一个技术方案具有如下优点或有益效果:采用锥台形结构,使螺纹连接鼻端接触面形成稳定的接触压力,从而实现有效连接,解决螺纹连接部位的防腐问题;
27.上述技术方案中的另一个技术方案具有如下优点或有益效果:通过去掉带内耐蚀层管路的部分外管、焊接耐蚀金属层,使得对顶的接触面都是耐蚀合金,从而保障整个管串的耐蚀性能,这里对顶的接触面指两段外螺纹接头端面间的接触面,因为内层耐蚀合金层较薄,加上要加工倒角,如果不进行端面耐蚀金属敷焊处理,外层不耐腐蚀的管体可能会与管内输送的介质接触,从而产生腐蚀。
附图说明
28.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
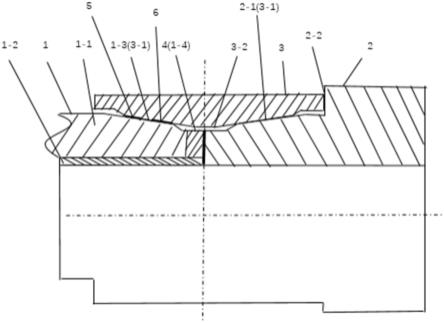
29.图1是本实用新型一个实施例提供的带有内耐蚀层的管路端对端连接结构示意图。
30.其中,图中:
31.1、带内耐蚀层管路;2、装配短节;3、接箍;4、耐蚀合金层;5、防松紧固油套管螺纹脂;6、防粘扣油套管螺纹脂;
32.1-1、管体外层基体;1-2、管体内层基体;1-3、管体外螺纹;1-4、管体外螺纹鼻肩;
33.2-1、装配短节外螺纹;2-2、装配短节定位台肩;
34.3-1、接箍内螺纹;3-2、接箍内中空圆柱段。
具体实施方式
35.为了更好的理解本实用新型的技术方案,下面结合附图对本实用新型实施例进行详细描述。
36.应当明确,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
37.针对现有技术中带内耐蚀层管路螺纹连接部分容易腐蚀的问题,本实用新型提供一种高效、简单的螺纹连接结构,通过精确控制工厂端螺纹连接的上扣位置,解决了螺纹连接在现场的管串螺纹连接装配时可能出现的反扭矩松扣、台肩面对顶不到位的问题,使螺纹连接鼻端接触面形成稳定的接触压力,从而有效解决螺纹连接部位的防腐问题,实现整个管串的防腐。
38.一种双金属复合油、套管螺纹连接结构及工厂端装配结构,包括带内耐蚀层管路、普通碳钢材质的接箍、防松紧固油套管螺纹脂、防粘扣油套管螺纹脂和装配短节;带内耐蚀层管路端部加工有外螺纹,外螺纹前端加工有鼻肩;碳钢材质接箍为左右轴向对称结构,两端分别加工有与管体外螺纹匹配的内螺纹,在接箍中部加工有中空圆柱段。
39.作为一种具体实施方式,所述的带内耐蚀层管路外层基体为普通碳钢材质,屈服强度在55ksi~110ksi之间,厚度在5.5~12.7mm之间。所述的带内耐蚀层管路内层基体为不限于不锈钢的耐蚀合金材质,屈服强度在45ksi~105ksi之间,厚度在0.5~4.5mm之间。所述的带内耐蚀层管路的复合方式不限于液压复合、爆破复合、冶金复合等。
40.所述的带内耐蚀层管路两端的螺纹可以是api螺纹或非api特殊螺纹。
41.具体地,所述的带内耐蚀层管路端面鼻肩的截面厚度大于等于2mm,轴向长度小于等于4mm。所述的带内耐蚀层管路端面先采用车削或其他机加式方式去除外层碳钢基体层轴向长度大于等于3mm,小于等于6mm,再敷焊一定厚度的与外层基体和内层基体均相熔的耐蚀合金层,敷焊耐蚀合金层的厚度大于鼻肩厚度0.5~1.0mm,轴向长度与内层耐蚀合金基体端面平齐。所述的带内耐蚀层管路两端端面焊有的耐蚀合金层轴向长度小于等于外螺纹鼻肩长度。
42.所述的带内耐蚀层管路两端的螺纹结构在完成管端耐蚀合金敷焊后再进行机加工。
43.所述的接箍内螺纹与带内耐蚀层管路端面外螺纹相匹配。
44.所述的接箍内中空圆柱段的内径大于外螺纹鼻肩外径0.2~0.6mm,轴向长度小于外螺纹鼻肩轴向长度0.2~0.3mm。
45.所述的装配短节材质与带内耐蚀层管路外层基体材料相同,且装配短节加工有与带内耐蚀层管路端面完全相同的外螺纹结构。
46.所述的装配短节加工有定位台肩,定位台肩的外径大于等于接箍的外径。
47.所述的装配短节从管端距定位台肩的轴向长度为接箍轴向长度的1/2。
48.所述的一种双金属复合油、套管螺纹连接结构及工厂端装配方法,在带内耐蚀层管路与接箍螺纹连接前,先进行接箍与装配短节的螺纹连接。
49.所述的一种双金属复合油、套管螺纹连接结构及工厂端装配方法,接箍与装配短节的螺纹连接控制标准为接箍端面与装配短节的定位台肩的间隙小于等于0.01mm。
50.所述的一种双金属复合油、套管螺纹连接结构及工厂端装配方法,带内耐蚀层管路的外螺纹在旋入接箍时,螺纹段鼻肩侧2/3的长度均匀涂抹防粘扣油套管螺纹脂,螺纹段管体侧1/3的长度均匀涂抹锁固油套管螺纹脂。
51.所述的一种双金属复合油、套管螺纹连接结构及工厂端装配方法,带内耐蚀层管路的外螺纹在旋入接箍时的合格判据为:上扣扭矩值达到预设值且扭矩曲线出现鼻肩碰触信号。
52.所述的一种双金属复合油、套管螺纹连接结构及工厂端装配方法,带内耐蚀层管路的外螺纹在旋入接箍后,卸掉装配短节,工厂端装配完成。
53.所述的装配短节可多次重复使用。
54.本实用新型的一种双金属复合油、套管螺纹连接结构及工厂端装配方法,在管体外螺纹鼻肩处焊接一定厚度的耐蚀合金层,通过鼻肩间耐蚀合金的接触压力隔绝管体内流动的腐蚀介质。装配短节与双金属复合外层碳钢材质相同,与管体外螺纹具有完全相同的螺纹结构,且装配短节加工有定位台肩。在进行双金属复合油、套管螺纹连接的工厂端装配时,先通过装配短节上的定位台肩控制装配短节与接箍的装配位置,然后在双金属复合油、套管端不同螺纹段采用防粘扣油套管螺纹脂和锁固油套管螺纹脂油,采用上扣扭矩值与台肩接触结合的上扣合格判据,从而精确控制工厂端油套管螺纹连接的位置,实现对双金属复合油、套管螺纹连接工厂端的精确装配和紧固配合,有效解决了螺纹连接在现场的管串螺纹连接装配时可能出现的工厂端反扭矩松扣、台肩面对顶不到位的问题,使螺纹连接鼻端接触面形成稳定的接触压力,从而有效解决螺纹连接部位的防腐问题,实现整个管串的整体连接和防腐功能。
55.实施例1:
56.该实施例的结构如图1所示。双金属复合油、套管螺纹连接结构包括带内耐蚀层管路1、装配短节2、普通碳钢材质的接箍3、耐蚀合金层4、防松紧固油套管螺纹脂5和防粘扣油套管螺纹脂6;带内耐蚀层管路1由外层基体1-1和内层基体1-2复合而成,管体端部加工有管体外螺纹1-3,管体外螺纹前端加工有管体外螺纹鼻肩1-4;接箍3为左右轴向对称结构,两端分别加工有与管体外螺纹匹配的内螺纹3-1,在接箍3中部加工有中空圆柱段3-2;装配短节2为带定位台肩2-2的外螺纹接头;带内耐蚀层管路端部的管体外螺纹1-3与接箍3装配时,需要同时使用防松紧固油套管螺纹脂5和防粘扣油套管螺纹脂6。
57.管体外层基体1-1为普通碳钢材质,屈服强度在55ksi~110ksi之间,厚度在5.5~12.7mm之间。
58.管体内层基体1-2为不限于不锈钢的耐蚀合金材质,屈服强度在45ksi~105ksi之间,厚度在0.5~4.5mm之间。
59.带内耐蚀层管路1的复合方式不限于液压复合、爆破复合、冶金复合等。
60.管体外螺纹1-3可以是api螺纹或非api特殊螺纹。
61.管体外螺纹鼻肩1-4的截面厚度大于等于2.5mm,轴向长度小于等于4mm。
62.带内耐蚀层管路1两端端面先采用车削或其他机加工方式去除碳钢的管体外层基体1-1轴向长度大于等于3mm,小于等于5mm,再敷焊一定厚度的与管体外层基体1-1和管体内层基体1-2均相熔的耐蚀合金层4,敷焊耐蚀合金层4的厚度大于管体外螺纹鼻肩1-4厚度0.5~1.0mm,轴向长度与内层耐蚀合金基体1-2端面平齐。
63.带内耐蚀层管路两端端面焊有的耐蚀合金层4轴向长度小于等于外螺纹鼻肩1-4长度。
64.带内耐蚀层管路两端的螺纹结构在完成管端耐蚀合金层4敷焊后再进行机加工。
65.接箍材质为碳钢,强料屈服强度大于等于带内耐蚀层管路外层基体1-1。
66.接箍内螺纹3-1与管体外螺纹1-3相匹配。
67.接箍内中空圆柱段3-2的内径大于外螺纹鼻肩1-4外径0.2~0.6mm,轴向长度小于外螺纹鼻肩1-4轴向长度0.2~0.3mm。
68.装配短节2材质与管体外层基体1-1材料相同,管端加工有与带内耐蚀层管路端面完全相同的装配短节外螺纹2-1。
69.装配短节2加工有装配短节定位台肩2-2,装配短节定位台肩2-2的外径大于等于接箍3的外径。
70.装配短节2从管体端面距装配短节定位台肩2-2的轴向长度为接箍3轴向长度的1/2。
71.在该实施例中,在带内耐蚀层管路1与接箍3螺纹连接前,先进行接箍3与装配短节2的螺纹连接。接箍3与装配短节2的螺纹连接控制标准为接箍端面与装配短节的定位台肩2-2的间隙小于等于0.01mm。带内耐蚀层管路1的管体外螺纹1-3在旋入接箍3时,螺纹段鼻肩侧2/3的长度均匀涂抹防粘扣油套管螺纹脂6,螺纹段管体侧1/3的长度均匀涂抹防松紧固油套管螺纹脂5。管体外螺纹1-3在旋入接箍3时的合格判据为:上扣扭矩值达到预设值且扭矩曲线出现鼻肩碰触信号。管体外螺纹1-3在旋入接箍3后,卸掉装配短节2,工厂端装配完成。装配短节2可多次重复使用。
72.本实用新型带内耐蚀层管路端螺纹连接与接箍装配前,接箍与装配短节通过定位台肩精确控制装配短节的端面位置,带内耐蚀层管路工厂端与接箍装配时,由装配短节来精确控制工厂端的上扣位置和上扣扭矩,在装配时,需要同时使用防松紧固油套管螺纹脂和防粘扣油套管螺纹脂来实现螺纹连接工厂端的连接和稳固(现场装配端不涂抹防松紧固油套管螺纹脂5,而仅涂抹防粘扣油套管螺纹脂来实现密封),有效解决了螺纹连接在现场端进行管串螺纹连接装配时可能出现的工厂端已连接结构出现反扭矩松扣、鼻肩对顶不到位的问题,使螺纹连接鼻端接触面形成稳定的接触压力,从而确保整个管串的整体连接和防腐功能。
73.以上对本技术实施例所提供的一种带有内耐蚀层的管路端对端连接结构,进行了详细介绍。以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
74.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果.
75.在本实用新型实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本实用新型。在本实用新型实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。在本技术中,术语“上”、“下”、“左”、“右”、“内”、“外”、“中”等指示的方位或位置关系为基于附图所示的方位
或位置关系。上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本技术中的具体含义。本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1