船舶用软管的制作方法
本发明涉及一种船舶用软管,更详细而言,涉及一种当内面橡胶层和内侧增强层组破损时,能够切实地将内侧增强层组和外侧增强层组分离以形成缝隙,并且具备在船舶用软管制造工序中成型性优异的剥离层的船舶用软管。在将海上的油船与陆上设施等之间连结以对原油等流体进行海上输送的船舶用软管的种类中,有一种所谓的双胎体型。作为双胎体型船舶用软管,已知有在层叠在内面橡胶层和覆盖层之间的内侧增强层组与外侧增强层组之间夹置有非粘接层的结构(例如,参见专利文献1)。当内面橡胶层和内侧增强层组破损时,内侧增强层组与非粘接层剥离而在二者之间形成缝隙。而且,从船舶用软管的流路漏出的流体会通过该缝隙到达设置于软管的长度方向端部的泄漏检测仪,从而检测出流体泄漏。以往,非粘接层主要由聚乙烯薄膜形成(专利文献1的段落0020)。聚乙烯薄膜因其脱模性优异,故而适于自内侧增强层组剥离而形成缝隙。但是,由于聚乙烯的热收缩较大,因此薄层薄膜难以无褶皱地卷绕在内侧增强层组上而形成不发生泄漏的非粘接层。因此,例如,在使聚乙烯薄膜的宽度变得更窄而进行仔细卷绕的作业等船舶用软管的制造工序中需要耗费大量工时。因此,在使用能够切实地分离内侧增强层组和外侧增强层组以形成缝隙的薄膜的同时,提高该薄膜的成型性方面存在改进空间。现有技术文献专利文献专利文献1:日本专利特开2010-265991号公报
背景技术:
技术实现思路
1、发明所要解决的问题
2、本发明的目的在于提供一种当内面橡胶层和内侧增强层组破损时,能够切实地将内侧增强层组和外侧增强层组分离以形成缝隙,并且具备优异成型性的剥离层的船舶用软管。
3、解决问题的技术手段
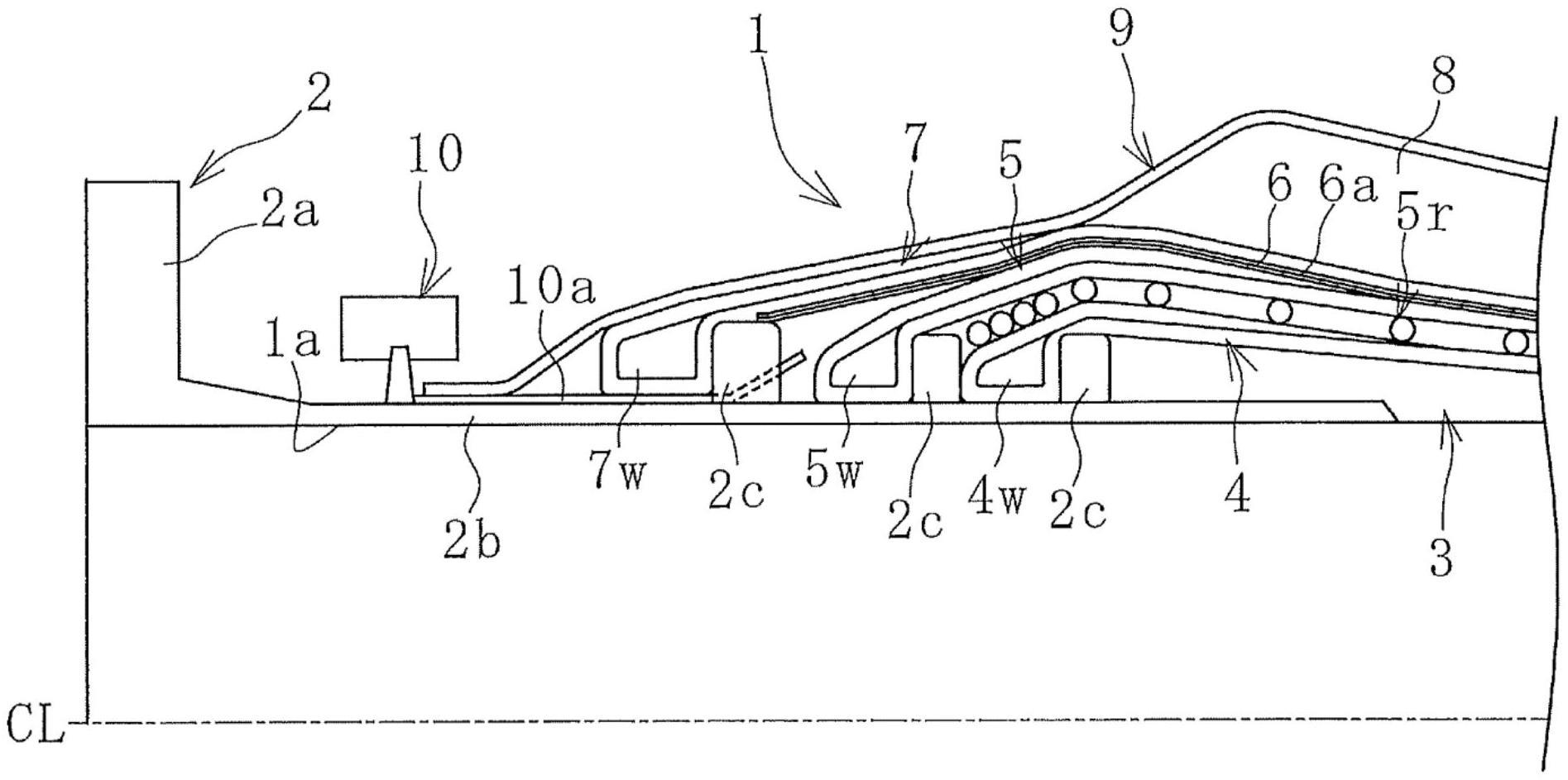
4、为了实现上述目的,本发明的船舶用软管的特征在于,具有在内面橡胶层和覆盖层之间从内周侧起依次层叠的内侧增强层组、剥离层和外侧增强层组,具备连通至形成在所述内侧增强层组与所述剥离层之间的缝隙,并延伸至软管的长度方向端部的连通管、和在所述软管的长度方向端部与所述连通管连接并配置于软管表面的泄漏检测仪,在该船舶用软管中,所述剥离层以pva为主成分形成,其水溶温度为50℃以上。
5、发明效果
6、根据本发明,当所述内面橡胶层和所述内侧增强层组破损时,所述内侧增强层组与所述剥离层剥离而在彼此之间形成缝隙。由于所述剥离层以pva为主成分形成并且其水溶温度为50℃以上,因此能够相对于所述内侧增强层组发挥出良好的剥离性,从而切实地形成所述缝隙。由于从内面橡胶层内侧的流路漏出的流体会流经所述缝隙通过所述连通管而到达所述泄漏检测仪,因此有利于切实地检测出流体泄漏。另外,由于所述剥离层在其材料特性上具有较小的热收缩,因此即使是薄层也难以产生褶皱。因此,形成该剥离层的pva薄膜的成型性优异,有利于高效地形成不发生漏液的剥离层。由此,有助于提高船舶用软管的品质和生产率。
技术特征:
1.一种船舶用软管,其特征在于,所述船舶用软管具有在内面橡胶层和覆盖层之间从内周侧起依次层叠的内侧增强层组、剥离层和外侧增强层组,具备连通至形成在所述内侧增强层组与所述剥离层之间的缝隙,并延伸至软管的长度方向端部的连通管、和在所述软管的长度方向端部与所述连通管连接并配置于软管表面的泄漏检测仪,在该船舶用软管中,所述剥离层以pva为主成分形成,其水溶温度为50℃以上。
2.根据权利要求1中所述的船舶用软管,其中,所述剥离层的层厚为20μm以上40μm以下。
3.根据权利要求1或2中所述的船舶用软管,其中,所述剥离层的断裂伸长率为150%以上400%以下。
4.根据权利要求1至3中任一项所述的船舶用软管,其中,所述剥离层的拉伸强度为25mpa以上80mpa以下。
技术总结
本发明提供一种当内面橡胶层和内侧增强层组破损时,能够切实地将内侧增强层组和外侧增强层组分离以形成缝隙,并且具备优异成型性的剥离层的船舶用软管。在内面橡胶层(3)和覆盖层(9)之间,从内周侧起依次层叠内侧增强层组(4、5)、剥离层(6)、外侧增强层组(7),以PVA为剥离层(6)的主成分,将规格设为水溶温度为50℃以上,当内面橡胶层(3)和内侧增强层组(4、5)破损时,剥离层(6)从内侧增强层组(4、5)剥离,从而在二者之间形成缝隙(g),从内面橡胶层(3)的内侧的流路(1a)漏出的流体(L)流经缝隙(g),通过连通管(10a)到达配置于软管表面的泄漏检测仪(10)。
技术研发人员:末藤亮太郎
受保护的技术使用者:横滨橡胶株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!