一种阀装置和制造方法与流程
本申请涉及流体控制,具体涉及一种阀装置和制造方法。
背景技术:
1、阀装置包括连接部、阀座部,阀座部成形有阀口,连接部与阀座部分别成形再固定,连接部与阀座部分别采用金属材料块通过机加工的方式切削加工成形,这样会导致材料的浪费,增加加工能耗。
技术实现思路
1、本申请的目的在于提供一种阀装置和制造方法,有利于减少阀装置的加工耗材和加工能耗。
2、为实现上述目的,本申请采用如下技术方案:
3、一种阀装置,所述阀装置包括阀座部件和阀芯组件,所述阀座部件的材质包括金属,所述阀座部件通过拉伸工艺加工成形,所述阀座部件包括连接部、阀座部,所述连接部与阀座部一体结构,所述阀座部包括阀口部,所述阀口部具有阀口,所述阀芯组件包括阀芯部,所述阀芯部能够相对所述阀口动作,调节所述阀口的流通面积。
4、一种制造方法,所述制造方法用于制造前述的电动阀,所述制造方法包括:
5、取所述阀座部件的基材;
6、通过拉伸工艺加工成形所述阀座部件的主体部分;
7、通过切削加工的方法加工成形所述阀口部。
8、本申请提供的一种实施方式中,阀座部件的材质包括金属,阀座部件通过拉伸工艺加工成形,阀座部件包括连接部、阀座部,连接部与阀座部一体结构,这样设置,相对连接部、阀座部分别采用金属材料块通过机加工的方式切削加工成形,有利于减少阀座部件的加工耗材和加工能耗。
技术特征:
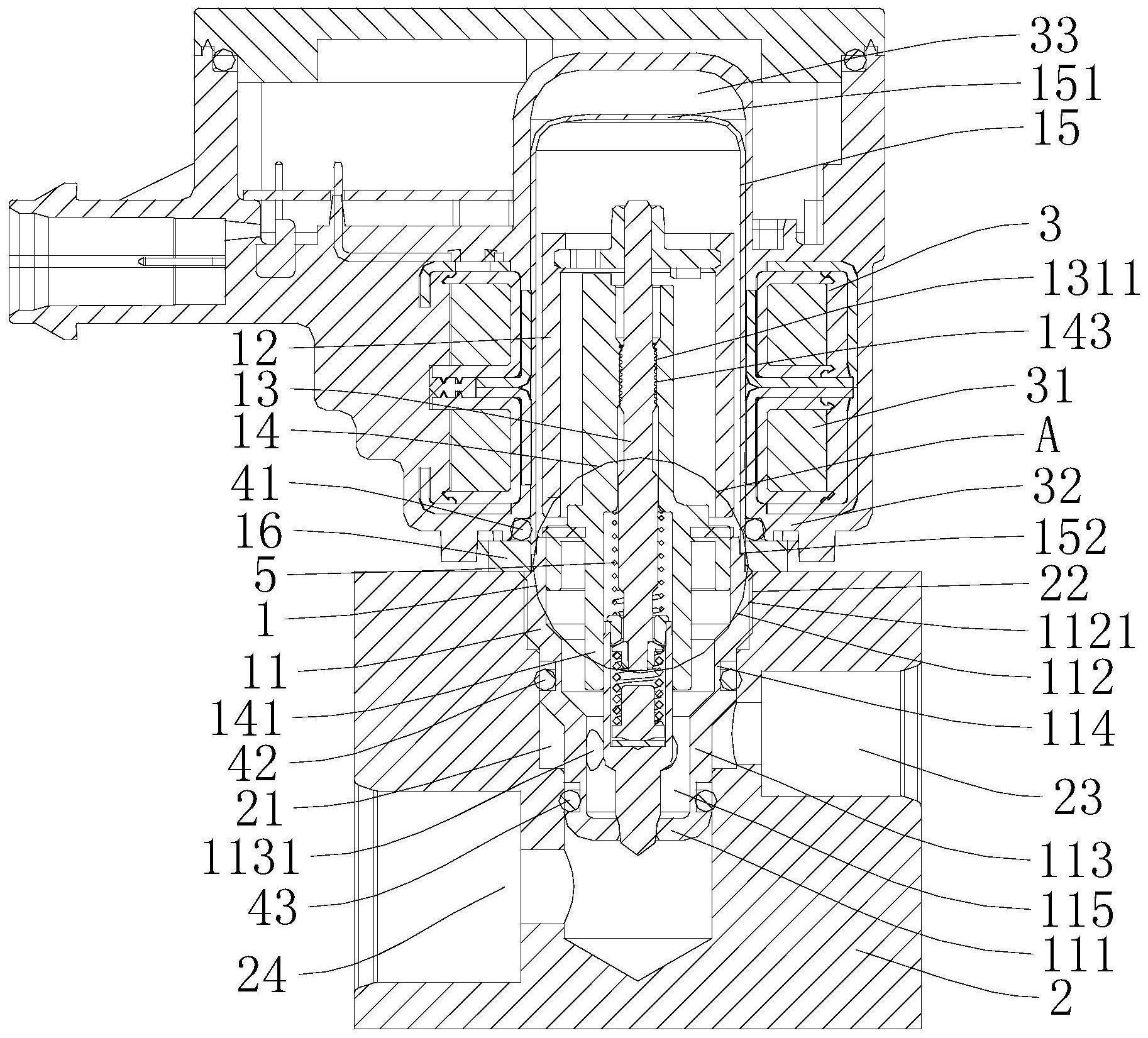
1.一种阀装置,其特征在于,所述阀装置包括阀座部件(11)和阀芯组件(13),所述阀座部件(11)的材质包括金属,所述阀座部件(11)通过拉伸工艺加工成形,所述阀座部件(11)包括连接部(112)、阀座部(111),所述连接部(112)与阀座部(111)一体结构,所述阀座部(111)包括阀口部(1111),所述阀口部(1111)具有阀口(1112),所述阀芯组件(13)包括阀芯部(133),所述阀芯部(133)能够相对所述阀口(1112)动作,调节所述阀口(1112)的流通面积。
2.根据权利要求1所述的阀装置,其特征在于,所述阀座部件(11)还包括连通部(113),所述连通部、连接部(112)、阀座部(111)一体结构,所述连通部(113)具有第一通道(1131),所述阀装置具有阀腔(115),形成所述阀腔(115)的壁包括所述阀座部件(11)的内周壁,所述阀芯组件的阀芯部(133)能够在所述阀腔(115)内动作,所述第一通道(1131)与所述阀腔(115)连通。
3.根据权利要求2所述的阀装置,其特征在于,所述阀座部(111)位于所述连通部(113)的下端,所述阀座部(111)相对连通部朝内延伸,所述阀口(1112)沿所述阀装置的轴向方向贯穿所述阀座部(111),所述阀芯组件(13)与所述阀口部(1111)同轴设置,所述阀口部(1111)具有阀口配合部(1113),所述阀芯组件(13)能够与所述阀口配合部(1113)配合,调节所述阀口(1112)的流通面积。
4.根据权利要求1-3任一项所述的阀装置,其特征在于,所述阀装置包括阀体(2),所述阀体(2)具有阀体腔(21),至少部分所述阀座部件(11)位于所述阀体腔(21),所述阀体(2)具有内螺纹部(22),所述内螺纹部(22)位于形成所述阀体腔(21)的内周壁;所述连接部(112)具有与所述内螺纹部(22)配合的外螺纹部(1121),所述阀座部件(11)与所述阀体(2)通过螺纹连接;或者阀装置包括环状部件,所述环状部件设置有与所述内螺纹部配合的外螺纹部,所述环状部件与所述阀体(2)通过螺纹连接,将所述阀座部件(11)压紧于所述环状部件与所述阀体(2)之间。
5.根据权利要求4所述的阀装置,其特征在于,所述阀装置包括阀部件(1),所述阀部件(1)包括所述阀座部件(11)、阀芯组件(13),所述阀部件(1)还包括套筒(15),所述套筒(15)与所述连接部(112)固定连接,所述阀部件(1)还包括配合部(16),所述配合部(16)与所述阀座部件(11)分体结构,所述配合部(16)与所述连接部(112)固定连接,所述配合部(16)覆盖所述套筒(15)与所述连接部(112)的连接处,所述配合部(16)具有若干个配合边(161),所述配合边(161)分布于所述配合部(16)的外周壁。
6.根据权利要求5所述的阀装置,其特征在于,所述阀装置还包括第一密封件(41),所述配合部(16)的顶部支撑所述第一密封件(41),所述阀装置还包括线圈组件(3),所述线圈组件(3)具有容纳槽部(34),所述容纳槽部(34)具有容纳槽(341),至少部分所述第一密封件(41)位于所述容纳槽(341),所述第一密封件(41)处于压缩状态,所述第一密封件(41)被压紧于所述配合部(16)与所述容纳槽部(34)的顶壁之间,或者,所述第一密封件(41)被压紧于所述容纳槽部(34)的侧壁与所述套筒(15)的外周壁之间。
7.根据权利要求6所述的阀装置,其特征在于,所述配合部(16)与所述连接部(112)通过焊接固定连接,焊接处形成环形焊缝,并通过焊缝密封,所述容纳槽(341)具有第一开口(3411)、第二开口(3412),所述第一开口(3411)朝向所述配合部(16),所述第二开口(3412)朝向所述套筒(15),所述容纳槽部(34)包括第一顶壁(342)和第一侧壁(343),所述第一顶壁(342)与所述配合部(16)相对设置,所述第一侧壁(343)与所述配合部(16)相对设置,所述第一密封件(41)处于压缩状态,所述第一密封件(41)被压紧于所述配合部(16)的上端面与所述第一顶壁(342) 之间,或者,所述第一密封件(41)被压紧于所述第一侧壁(343)与所述套筒(15)的外周壁之间。
8.根据权利要求6所述的阀装置,其特征在于,所述配合部(16)与所述连接部(112)通过焊接固定连接,焊接处形成环形焊缝,并通过焊缝密封,所述容纳槽(341)具有第一开口(3411),所述第一开口(3411)朝向所述配合部(16),所述容纳槽部(34)包括第一顶壁(342)、第一侧壁(343)以及第二侧壁(344),所述第一顶壁(342)与所述配合部(16)相对设置,所述第一侧壁(343)与所述第二侧壁(344)相对设置,所述第一侧壁(343)的内径大于所述第二侧壁(344)的内径,所述第一密封件(41)处于压缩状态,所述第一密封件(41)被压紧于所述配合部(16)的上端面与所述第一顶壁(342)之间。
9.根据权利要求7-8任一项所述的阀装置,其特征在于,所述连接部(112)包括第一连接部(1122),所述第一连接部(1122)包括第一台阶部(1123)、第二台阶部(1124),所述第一台阶部(1123)包括第一台阶部底壁(1123a)、第一台阶部侧壁(1123b),所述第二台阶部(1124)包括第二台阶部底壁(1124a)、第二台阶部侧壁(1124b),所述套筒(15)的下端开口部(152)与所述第一台阶部底壁(1123a)抵接并焊接固定,所述配合部(16)的下端面与所述第二台阶部底壁(1124a)抵接并焊接固定,所述套筒(15)的内径小于或等于所述第一台阶部侧壁(1123b)的外径,所述套筒(15)的外径等于所述第二台阶部侧壁(1124b)的外径,所述配合部(16)的内径大于或等于第二台阶部侧壁(1124b)的外径。
10.根据权利要求5-8任一项所述的阀装置,其特征在于,所述阀座部件(11)包括螺母组件(14),所述螺母组件(14)与所述连接部(112)固定连接,至少部分所述螺母组件(14)位于所述阀腔(115),至少部分所述阀芯组件(13)位于所述阀腔(115),所述螺母组件(14)具有导向部(141),所述导向部(141)呈中空筒状,所述导向部(141)具有容置腔(1411),所述导向部(141)的下端部开口,所述导向部(141)的轴线与所述阀芯组件(13)的轴线重合,所述导向部(141)包括导向壁段(1412),所述导向壁段(1412)位于所述导向部(141)的内周壁,至少部分所述阀芯组件(13)位于所述容置腔(1411),至少部分所述阀芯组件(13)与所述导向壁段(1412)滑动配合。
11.根据权利要求10所述的阀装置,其特征在于,所述螺母组件(14)还包括支撑部(144),所述支撑部(144)大致呈筒状,所述支撑部(144)的外侧壁与所述连接部(112)的内侧壁抵接配合或者间隙配合,为所述螺母组件(14)提供支撑或者提供一定的安装导向。
12.根据权利要求10所述的阀装置,其特征在于,所述阀座部件(11)还包括过渡部(114),所述过渡部(114)位于所述连接部(112)与所述连通部(113)之间,所述连接部(112)的内径大于所述过渡部(114)的内径,所述过渡部(114)的内径大于所述连通部(113)的内径,所述阀装置还包括第二密封件(42)、第三密封件(43),所述第二密封件(42)位于所述第一通道(1131)与所述连接部(112)之间,所述第三密封件(43)位于所述第一通道(1131)与所述阀座部(111)之间,所述第二密封件(42)被压紧于所述过渡部(114)与形成所述阀体腔(21)的内周壁之间,所述第三密封件(43)被压紧与所述连通部(113)与形成所述阀体腔(21)的内周壁之间。
13.一种制造方法,其特征在于,所述制造方法用于制造权利要求1-12任一项所述的电动阀,所述制造方法包括:
技术总结
一种阀装置和制造方法,阀装置包括阀座部件,阀座部件的材质包括金属,阀座部件通过拉伸工艺加工成形,阀座部件包括连接部、阀座部,连接部与阀座部一体结构,这样设置,相对连接部、阀座部分别采用金属材料块通过机加工的方式切削加工成形,有利于减少阀座部件的加工耗材和加工能耗。
技术研发人员:请求不公布姓名,请求不公布姓名
受保护的技术使用者:浙江三花汽车零部件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!