带定位凸台的管夹总成的制作方法
1.本发明是关于发动机柴油机技术领域,特别是关于一种带定位凸台的管夹总成。
背景技术:
2.随着人们对汽车舒适性的要求越来越高,汽车加载的功能也越来越多,管路和线束的布置是一个巨大挑战。管路的布置及固定对整车性能、可靠性有很重要的作用。
3.目前,发动机管路使用的管夹组件,有单管夹、双管夹、三管夹、多管夹组件。但现有管夹组件的无定位结构,导致装配时螺栓不好装配,螺栓和橡胶块不对正,装配效率低。
4.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
5.本发明的目的在于提供一种带定位凸台的管夹总成,结构简单合理,装配方便,且提高了装配效率。
6.为实现上述目的,本发明提供了一种带定位凸台的管夹总成,包括:第一夹块、第二夹块、多个螺栓、多个螺母以及第一盖板。第一夹块的顶部上开设有多个第一凹槽和多个第一螺栓孔。第二夹块盖设于第一夹块上,且第二夹块的底部上开设有多个第二凹槽和多个第二螺栓孔。多个螺栓的一端分别竖直拧过第二螺栓孔和第一螺栓孔。多个螺母分别拧设于多个螺栓的另一端上。以及第一盖板设置于多个螺栓与第二夹块之间。其中,多个第一凹槽和多个第二凹槽相对应适配,且管路夹设于第一凹槽和第二凹槽之间。其中,第一螺栓孔和第二螺栓孔的内侧均设置多个定位凸台。
7.在一个或多个实施方式中,带定位凸台的管夹总成还包括第二盖板,设置于所述多个螺母与所述第一夹块之间。
8.在一个或多个实施方式中,第一凹槽和所述第二凹槽内均贴合有橡胶衬套。
9.在一个或多个实施方式中,第一凹槽和所述第二凹槽的截面均呈半圆形。
10.在一个或多个实施方式中,第一夹块和所述第二夹块均为橡胶块。
11.在一个或多个实施方式中,第一盖板和所述第二盖板上均开设有多个安装孔,且所述安装孔用以与所述第一螺栓孔和所述第二螺栓孔相对应适配。
12.在一个或多个实施方式中,多个第一凹槽和所述多个第二凹槽的数量均为三个,且三个所述第一凹槽和三个所述第二凹槽分别间隔设置。
13.在一个或多个实施方式中,多个第一螺栓孔、所述多个第二螺栓孔、所述多个螺栓和所述多个螺母的数量均为两个。
14.与现有技术相比,根据本发明的带定位凸台的管夹总成,结构简单合理,装配方便,且提高了装配效率。
附图说明
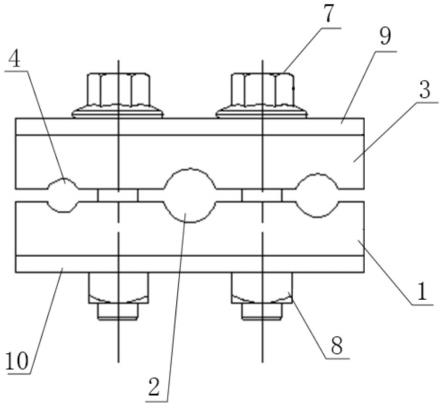
15.图1是根据本发明一实施方式的带定位凸台的管夹总成的主视结构示意图。
16.图2是根据本发明一实施方式的带定位凸台的管夹总成的侧视结构示意图。
17.图3是根据本发明一实施方式的带定位凸台的管夹总成的第二夹块的主视结构示意图。
18.图4是根据本发明一实施方式的带定位凸台的管夹总成的第二夹块的俯视结构示意图。
19.主要附图标记说明:
20.1-第一夹块,2-第一凹槽,3-第二夹块,4-第二凹槽,5-第二螺栓孔,6-定位凸台,7-螺栓,8-螺母,9-第一盖板,10-第二盖板。
具体实施方式
21.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
22.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
23.图1是根据本发明一实施方式的带定位凸台的管夹总成的主视结构示意图。图2是根据本发明一实施方式的带定位凸台的管夹总成的侧视结构示意图。图3是根据本发明一实施方式的带定位凸台的管夹总成的第二夹块的主视结构示意图。图4是根据本发明一实施方式的带定位凸台的管夹总成的第二夹块的俯视结构示意图。
24.如图1至图4所示,根据本发明一实施方式的一种带定位凸台的管夹总成,包括:第一夹块1、第二夹块3、多个螺栓7、多个螺母8以及第一盖板9。第一夹块1的顶部上开设有多个第一凹槽2和多个第一螺栓7孔。第二夹块3盖设于第一夹块1上,且第二夹块3的底部上开设有多个第二凹槽4和多个第二螺栓7孔5。多个螺栓7的一端分别竖直拧过第二螺栓7孔5和第一螺栓7孔。多个螺母8分别拧设于多个螺栓7的另一端上。以及第一盖板9设置于多个螺栓7与第二夹块3之间。其中,多个第一凹槽2和多个第二凹槽4相对应适配,且管路夹设于第一凹槽2和第二凹槽4之间。其中,第一螺栓7孔和第二螺栓7孔5的内侧均设置多个定位凸台6。通过在夹块的螺栓7孔内增加多个定位凸台6,可以有效保证螺栓7和夹块对正,从而提高了装配效率。
25.在一个或多个实施方式中,带定位凸台的管夹总成还包括第二盖板10,设置于所述多个螺母8与所述第一夹块1之间。
26.在一个或多个实施方式中,第一凹槽2和所述第二凹槽4内均贴合有橡胶衬套。
27.在一个或多个实施方式中,第一凹槽2和所述第二凹槽4的截面均呈半圆形。
28.在一个或多个实施方式中,第一夹块1和所述第二夹块3均为橡胶块。
29.在一个或多个实施方式中,第一盖板9和所述第二盖板10上均开设有多个安装孔,且所述安装孔用以与所述第一螺栓7孔和所述第二螺栓7孔5相对应适配。
30.在一个或多个实施方式中,多个第一凹槽2和所述多个第二凹槽4的数量均为三个,且三个所述第一凹槽2和三个所述第二凹槽4分别间隔设置。
31.在一个或多个实施方式中,多个第一螺栓7孔、所述多个第二螺栓7孔5、所述多个螺栓7和所述多个螺母8的数量均为两个。
32.总之,本发明的带定位凸台的管夹总成,结构简单合理,装配方便,且提高了装配效率。
33.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
技术特征:
1.一种带定位凸台的管夹总成,其特征在于,包括:第一夹块,所述第一夹块的顶部上开设有多个第一凹槽和多个第一螺栓孔;第二夹块,所述第二夹块盖设于所述第一夹块上,且所述第二夹块的底部上开设有多个第二凹槽和多个第二螺栓孔;多个螺栓,所述多个螺栓的一端分别竖直拧过所述第二螺栓孔和所述第一螺栓孔;多个螺母,分别拧设于所述多个螺栓的另一端上;以及第一盖板,设置于所述多个螺栓与所述第二夹块之间;其中,所述多个第一凹槽和所述多个第二凹槽相对应适配,且管路夹设于所述第一凹槽和所述第二凹槽之间;其中,所述第一螺栓孔和所述第二螺栓孔的内侧均设置多个定位凸台。2.如权利要求1所述的带定位凸台的管夹总成,其特征在于,还包括第二盖板,设置于所述多个螺母与所述第一夹块之间。3.如权利要求1所述的带定位凸台的管夹总成,其特征在于,所述第一凹槽和所述第二凹槽内均贴合有橡胶衬套。4.如权利要求1所述的带定位凸台的管夹总成,其特征在于,所述第一凹槽和所述第二凹槽的截面均呈半圆形。5.如权利要求1所述的带定位凸台的管夹总成,其特征在于,所述第一夹块和所述第二夹块均为橡胶块。6.如权利要求2所述的带定位凸台的管夹总成,其特征在于,所述第一盖板和所述第二盖板上均开设有多个安装孔,且所述安装孔用以与所述第一螺栓孔和所述第二螺栓孔相对应适配。7.如权利要求2所述的带定位凸台的管夹总成,其特征在于,所述多个第一凹槽和所述多个第二凹槽的数量均为三个,且三个所述第一凹槽和三个所述第二凹槽分别间隔设置。8.如权利要求2所述的带定位凸台的管夹总成,其特征在于,所述多个第一螺栓孔、所述多个第二螺栓孔、所述多个螺栓和所述多个螺母的数量均为两个。
技术总结
本发明公开了一种带定位凸台的管夹总成,包括:第一夹块、第二夹块、多个螺栓、多个螺母以及第一盖板。第一夹块的顶部上开设有多个第一凹槽和多个第一螺栓孔。第二夹块盖设于第一夹块上,且第二夹块的底部上开设有多个第二凹槽和多个第二螺栓孔。多个螺栓的一端分别竖直拧过第二螺栓孔和第一螺栓孔。多个螺母分别拧设于多个螺栓的另一端上。以及第一盖板设置于多个螺栓与第二夹块之间。其中,多个第一凹槽和多个第二凹槽相对应适配,且管路夹设于第一凹槽和第二凹槽之间。其中,第一螺栓孔和第二螺栓孔的内侧均设置多个定位凸台。借此,本发明的带定位凸台的管夹总成,结构简单合理,装配方便,且提高了装配效率。且提高了装配效率。且提高了装配效率。
技术研发人员:韦礼万 覃江豪 莫宗华 牟昭平
受保护的技术使用者:广西玉柴机器股份有限公司
技术研发日:2022.09.28
技术公布日:2022/12/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1