本发明涉及抱箍相关,具体是一种汽车部件抱箍式紧固件、加工设备及其成型方法。
背景技术:
1、抱箍是用一种材料抱住或箍住另外一种材料的构件,它属于紧固件,现有的抱箍式紧固件,它是由左、右两半片抱箍对合后联接而成,左、右两半片抱箍均呈半圆环状,半圆环两端向外弯折,各形成一个安装耳,左半片抱箍一端的安装耳上开有嵌槽,相应的,与其相配合的右半片抱箍相应端的安装耳上设置有销轴,右半片抱箍一端安装耳上的销轴嵌入左半片抱箍一端安装耳上的嵌槽,在进行安装时,销轴插放嵌槽内,再对销轴的一端进行固定即可。
2、但对销轴固定的话,存在的可调性较小,因此,现有一般采用螺栓与螺帽的作用实现紧固力度可调的功能,但采用螺栓与螺帽固定,由于抱箍的成弧形状,在采用螺栓与螺帽固定时,存在螺栓偏移的现象,此时螺帽与螺栓的固定紧实度较差,稳定性相对不高。
技术实现思路
1、本发明的目的在于提供一种汽车部件抱箍式紧固件、加工设备及其成型方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种汽车部件抱箍式紧固件,包括:
4、一端转动连接的第一弧形件及第二弧形件;
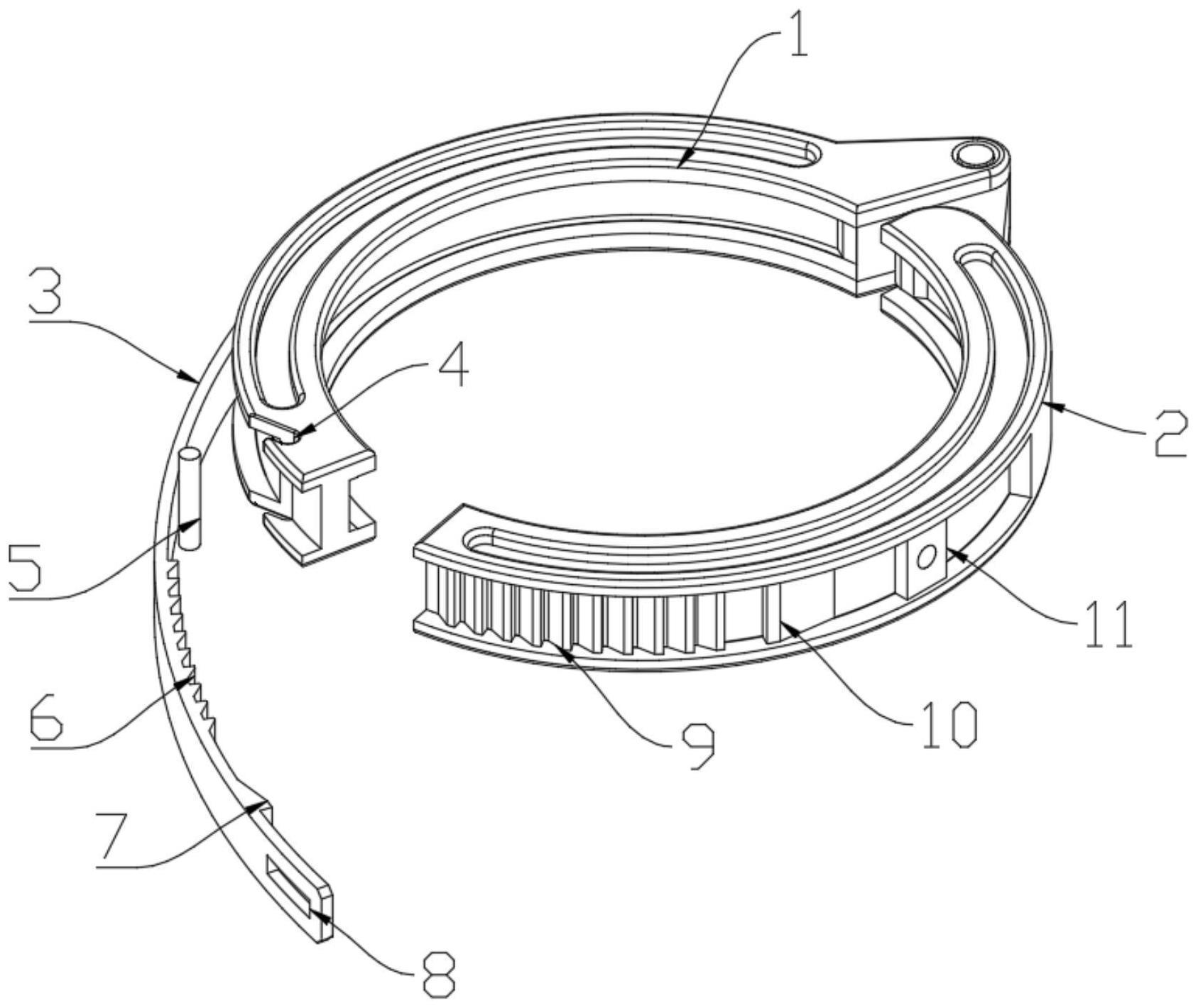
5、所述第一弧形件上安装有弹性连接片,且所述弹性连接片上形成有条形安装槽,所述条形安装槽用于螺栓的贯穿,所述第二弧形件上形成有用于与螺栓螺纹连接的螺纹孔;
6、所述弹性连接片上等距设置有多个第一斜齿,所述第二弧形件上形成有多个等距设置的第二斜齿,所述第一斜齿及所述第二斜齿的倾斜方向相反;
7、所述弹性连接片上还形成有与所述第一斜齿倾斜方向相反的第一楔形块,所述第二弧形件上形成有与所述第二斜齿倾斜方向相反的第二楔形块。
8、如上所述的汽车部件抱箍式紧固件:所述第一弧形件的外弧处形成有卡槽,所述卡槽的开口方向倾斜设置,所述弹性连接片上形成有柱形卡件,在所述弹性连接片连接所述第二弧形件时,所述柱形卡件卡放于所述卡槽内。
9、一种汽车部件抱箍式紧固件加工设备,用于铸造所述的汽车部件抱箍式紧固件,包括:
10、底座,所述底座上形成有两个相对设置的侧板;
11、铸造模具,设置于两个所述侧板之间,包括第一模具及第二模具;
12、驱动机构,安装在所述侧板上且连接所述第一模具及所述第二模具,用于驱动所述第一模具及所述第二模具转动,且在转动过程中,所述第一模具相对所述第二模具发生移动;
13、接料机构,安装在所述底座上,用于在所述抱箍式紧固件的零部件从铸造模具脱离时进行二次冷却。
14、如上所述的汽车部件抱箍式紧固件:所述驱动机构包括:
15、设置在所述第二模具两侧的驱动轴;
16、电机,所述电机安装在所述侧板上,且所述电机的输出轴贯穿所述侧板且与所述驱动轴连接;
17、螺纹传动件,连接所述第一模具级第二模具,包括转动安装在所述第二模具上的螺纹杆及设置在所述第一模具上的螺纹套筒,所述螺纹套筒套装于所述螺纹杆上且与所述螺纹杆螺纹连接;
18、锥齿轮组,包括与所述侧板固定的第二锥齿轮及与所述螺纹杆连接的第一锥齿轮,所述第一锥齿轮与所述第二锥齿轮啮合。
19、如上所述的汽车部件抱箍式紧固件:所述侧板上还设置有弧形架,所述弧形架上形成有滑槽,所述滑槽内滑动安装有滑块;
20、所述螺纹杆远离所述第一锥齿轮的一端转动安装有连接块,所述连接块通过转轴与所述滑块转动连接,所述螺纹杆的轴线方向与所述转轴的轴线方向垂直。
21、如上所述的汽车部件抱箍式紧固件:所述接料机构包括:
22、水冷槽,安装在所述底座上,且所述水冷槽的上端面呈开口状设置;
23、循环水箱,通过连通管连通所述水冷槽;
24、顶板,形成于所述水冷槽的上端面;
25、缓冲组件,形成于所述水冷槽内,且一端抵接于所述顶板上。
26、如上所述的汽车部件抱箍式紧固件:所述缓冲组件包括:
27、缓冲板,通过连接轴转动安装于所述水冷槽的内侧,且所述缓冲板的一端形成有插放槽;
28、活动挡板,一端与所述水冷槽侧壁或顶板抵接,另一端插放于所述插放槽内,所述插放槽内设置有至少两个第二弹簧,所述第二弹簧的两端连接所述插放槽的内壁及活动挡板;
29、第一弹簧,安装在所述水冷槽内,且连接所述缓冲板。
30、如上所述的汽车部件抱箍式紧固件:所述水冷槽的内侧还通过第二连接轴转动安装有阻流板,所述第二连接轴通过传动带与所述第一连接轴转动连接。
31、一种汽车部件抱箍式紧固件成型方法,包括以下步骤:
32、s1、采用所述的加工设备进行第一弧形件及第二弧形件的铸造成型;
33、s2、在第一弹性连接片上焊接柱形卡件,且于第一弹性连接片的一端开槽,形成条形安装槽;
34、s3、分别于第一弹性连接片及第二弧形件上焊接第一斜齿及第一楔形块、第二楔形齿及第二楔形块,随后再第二弧形件上转孔攻丝;
35、s4、采用转动轴连接第一弧形件及第二弧形件,形成汽车部件抱箍式紧固件。
36、与现有技术相比,本发明的有益效果是:本发明设计新颖,提供的汽车部件抱箍式紧固件,在持续拧紧螺栓时,会带动弹性连接片贴近第二弧形件,当弹性连接片贴近过程中,在第一楔形块与第二楔形块的作用下,使得弹性连接片可相对第二弧形件产生一定位移,此时,第一斜齿也可相对第二斜齿产生位移,同时第一斜齿与第二斜齿配合,实现单向锁止,以提高连接后的牢固性。
37、提供的加工设备,可实现铸造件的自动脱模及自动出料,且在出料过程中直接进入到水冷槽内进行冷却,有效的提高了铸造效率,在进入水冷槽内之前可通过设置的缓冲组件进行有效的缓冲,确保铸造件不会在出料时由于冲击力作用发生形变,提高了铸造件的成品率,实用性强。
技术特征:1.一种汽车部件抱箍式紧固件,包括:
2.根据权利要求1所述的一种汽车部件抱箍式紧固件,其特征在于,所述第一弧形件(1)的外弧处形成有卡槽(4),所述卡槽(4)的开口方向倾斜设置,所述弹性连接片(3)上形成有柱形卡件(5),在所述弹性连接片(3)连接所述第二弧形件(2)时,所述柱形卡件(5)卡放于所述卡槽(4)内。
3.一种汽车部件抱箍式紧固件加工设备,其特征在于,用于铸造如权利要求1-2任意一项所述的汽车部件抱箍式紧固件,包括:
4.根据权利要求3所述的一种汽车部件抱箍式紧固件加工设备,其特征在于,所述驱动机构包括:
5.根据权利要求4所述的一种汽车部件抱箍式紧固件加工设备,其特征在于,所述侧板(14)上还设置有弧形架(16),所述弧形架(16)上形成有滑槽(22),所述滑槽(22)内滑动安装有滑块(21);
6.根据权利要求3所述的一种汽车部件抱箍式紧固件加工设备,其特征在于,所述接料机构包括:
7.根据权利要求6所述的一种汽车部件抱箍式紧固件加工设备,其特征在于,所述缓冲组件包括:
8.根据权利要求7所述的一种汽车部件抱箍式紧固件加工设备,其特征在于,所述水冷槽(19)的内侧还通过第二连接轴(40)转动安装有阻流板(37),所述第二连接轴(40)通过传动带(29)与所述第一连接轴(36)转动连接。
9.一种汽车部件抱箍式紧固件成型方法,其特征在于,包括以下步骤:
技术总结本发明涉及一种汽车部件抱箍式紧固件、加工设备及其成型方法,包括:一端转动连接的第一弧形件及第二弧形件;所述第一弧形件上安装有弹性连接片,且所述弹性连接片上形成有条形安装槽,所述条形安装槽用于螺栓的贯穿,所述第二弧形件上形成有螺纹孔;所述弹性连接片上等距设置有多个第一斜齿,所述第二弧形件上形成有多个等距设置的第二斜齿;所述弹性连接片上还形成有与所述第一斜齿倾斜方向相反的第一楔形块,所述第二弧形件上形成有第二楔形块。在第一楔形块与第二楔形块的作用下,使得弹性连接片可相对第二弧形件产生一定位移,第一斜齿也可相对第二斜齿产生位移,同时第一斜齿与第二斜齿配合,实现单向锁止,以提高连接后的牢固性。
技术研发人员:田聪聪,王琦
受保护的技术使用者:江苏永亚汽车零部件有限公司
技术研发日:技术公布日:2024/1/12