一种内压增强管生产工艺的制作方法
本发明涉及内压增强管生产,具体为一种内压增强管生产工艺。
背景技术:
1、现有的内压增强管结构包括管体以及分别位于管体两端的内对接管口与外对接管口,将内对接管口与外对接管口相互插接,从而完成两根增强管之间的对接工序,现有的内对接管口与外对接管口,由于加工工艺的限制,多采用平坦的管壁设计,管壁与管壁贴合装配时,两者之间的装配缝由于“一马平川”,缺乏有效的曲折阻挡,进而导致内对接管口与外对接管口相互插接时,无法达到较好的密封效果,从而导致增强管在使用的过程中极易出现渗水或漏水现象。
技术实现思路
1、针对现有技术的不足,本发明提供了一种内压增强管生产工艺,解决了现有内压增强管相互卡接时密封不严的的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种内压增强管,包括管身、内对接管口和外对接管口,所述内对接管口设置在管身的一端,所述外对接管口设置在管身的另一端,所述内对接管口的外部能够适配并卡接在外对接管口的内部。
3、优选的,所述内对接管口包括过度部和突出部,其中,所述过度部处于内对接管口靠近管身的一侧,所述过度部的内部一周向外拱起,所述突出部的内部一周向外拱起,所述过度部与突出部之间平滑过度。
4、优选的,所述外对接管口包括内嵌槽和喇叭口,其中,所述内嵌槽处于外对接管口靠近管身的一侧,所述内嵌槽的内部一周向外拱起,所述喇叭口为内侧端口直径小于外侧端口直径的喇叭状,所述内嵌槽与喇叭口之间平滑过度。
5、优选的,一种内压增强管生产工艺,包括以下步骤:
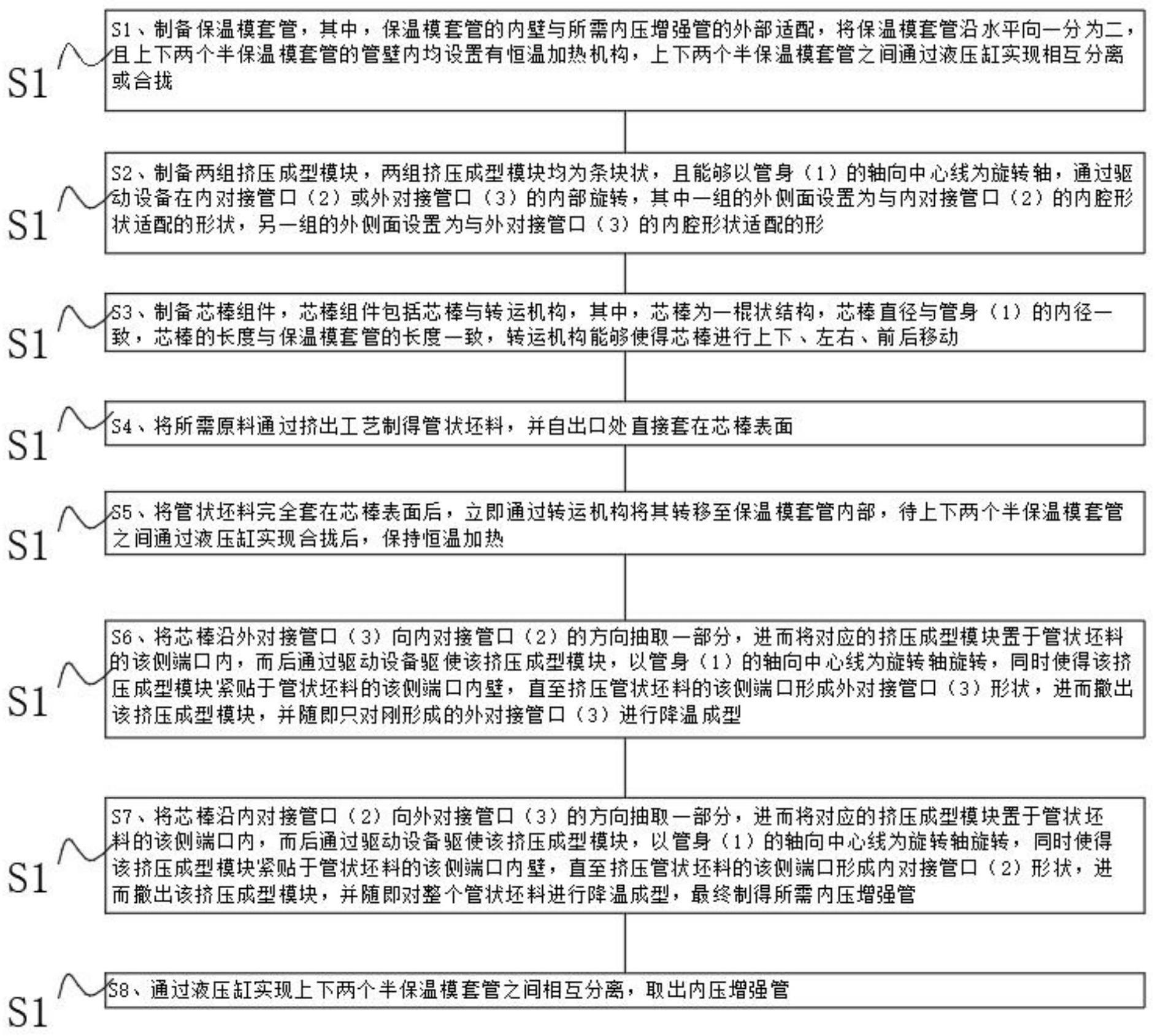
6、s1、制备保温模套管,其中,保温模套管的内壁与所需内压增强管的外部适配,将保温模套管沿水平向一分为二,且上下两个半保温模套管的管壁内均设置有恒温加热机构,上下两个半保温模套管之间通过液压缸实现相互分离或合拢;
7、s2、制备两组挤压成型模块,两组挤压成型模块均为条块状,且能够以管身的轴向中心线为旋转轴,通过驱动设备在内对接管口或外对接管口的内部旋转,其中一组的外侧面设置为与内对接管口的内腔形状适配的形状,另一组的外侧面设置为与外对接管口的内腔形状适配的形状;
8、s3、制备芯棒组件,芯棒组件包括芯棒与转运机构,其中,芯棒为一棍状结构,芯棒直径与管身的内径一致,芯棒的长度与保温模套管的长度一致,转运机构能够使得芯棒进行上下、左右、前后移动;
9、s4、将所需原料通过挤出工艺制得管状坯料,并自出口处直接套在芯棒表面;
10、s5、将管状坯料完全套在芯棒表面后,立即通过转运机构将其转移至保温模套管内部,待上下两个半保温模套管之间通过液压缸实现合拢后,保持恒温加热;
11、s6、将芯棒沿外对接管口向内对接管口的方向抽取一部分,进而将对应的挤压成型模块置于管状坯料的该侧端口内,而后通过驱动设备驱使该挤压成型模块,以管身的轴向中心线为旋转轴旋转,同时使得该挤压成型模块紧贴于管状坯料的该侧端口内壁,直至挤压管状坯料的该侧端口形成外对接管口形状,进而撤出该挤压成型模块,并随即只对刚形成的外对接管口进行降温成型;
12、s7、将芯棒沿内对接管口向外对接管口的方向抽取一部分,进而将对应的挤压成型模块置于管状坯料的该侧端口内,而后通过驱动设备驱使该挤压成型模块,以管身的轴向中心线为旋转轴旋转,同时使得该挤压成型模块紧贴于管状坯料的该侧端口内壁,直至挤压管状坯料的该侧端口形成内对接管口形状,进而撤出该挤压成型模块,并随即对整个管状坯料进行降温成型,最终制得所需内压增强管;
13、s8、通过液压缸实现上下两个半保温模套管之间相互分离,取出内压增强管。
14、优选的,所述s5中芯棒需提前在保温模套管内预热保温,预热保温的温度比挤出成型工艺出口处的温度高100-150℃,合拢后保持恒温加热的温度比挤出成型工艺出口处的温度高80-130℃。
15、本发明提供了一种内压增强管生产工艺。具备以下有益效果:
16、本发明通过保温模套管、适配的挤压成型模块以及可进行上下、左右、前后移动的芯棒组件设计,能够使得内压增强管的管状坯料在挤出后,还具备较好的再加工条件,便于再次成型,其中,通过保温模套管、适配的挤压成型模块,能够便捷、精准地制造出内压增强管两端卡接段的形状,从而解决了现有内压增强管相互卡接时密封不严的情况。
技术特征:
1.一种内压增强管,包括管身(1)、内对接管口(2)和外对接管口(3),其特征在于:所述内对接管口(2)设置在管身(1)的一端,所述外对接管口(3)设置在管身(1)的另一端,所述内对接管口(2)的外部能够适配并卡接在外对接管口(3)的内部。
2.根据权利要求1所述的一种内压增强管,其特征在于:所述内对接管口(2)包括过度部(21)和突出部(22),其中,所述过度部(21)处于内对接管口(2)靠近管身(1)的一侧,所述过度部(21)的内部一周向外拱起,所述突出部(22)的内部一周向外拱起,所述过度部(21)与突出部(22)之间平滑过度。
3.根据权利要求2所述的一种内压增强管,其特征在于:所述外对接管口(3)包括内嵌槽(31)和喇叭口(32),其中,所述内嵌槽(31)处于外对接管口(3)靠近管身(1)的一侧,所述内嵌槽(31)的内部一周向外拱起,所述喇叭口(32)为内侧端口直径小于外侧端口直径的喇叭状,所述内嵌槽(31)与喇叭口(32)之间平滑过度。
4.一种内压增强管生产工艺,其特征在于:包括以下步骤:
5.根据权利要求4所述的一种内压增强管生产工艺,其特征在于:所述s5中芯棒需提前在保温模套管内预热保温,预热保温的温度比挤出成型工艺出口处的温度高100-150℃,合拢后保持恒温加热的温度比挤出成型工艺出口处的温度高80-130℃。
技术总结
本发明提供一种内压增强管生产工艺,涉及内压增强管生产领域。该内压增强管生产工艺,包括以下步骤:S1、制备保温模套管,S2、制备两组挤压成型模块,S3、制备芯棒组件,S4、将管状坯料套在芯棒表面,S5、转移至保温模套管恒温加热,S6、挤压管状坯料的端口形状,S7、挤压管状坯料的另一端口形状,S8、取出内压增强管。通过保温模套管、适配的挤压成型模块以及可多向移动的芯棒组件设计,能够使得内压增强管的管状坯料在挤出后,还具备较好的再加工条件,便于再次成型,其中,通过保温模套管、适配的挤压成型模块,能够便捷、精准地制造出内压增强管两端卡接段的形状,从而解决了现有内压增强管相互卡接时密封不严的情况。
技术研发人员:黄才辉,桂贤宝,杨忠华
受保护的技术使用者:江西力达塑胶管业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!