行星排总成装配工艺、变速箱以及车辆的制作方法
本公开涉及变速箱装配,尤其涉及一种行星排总成装配工艺、变速箱以及车辆。
背景技术:
1、汽车变速箱是一套用于协调发动机的转速和车轮的实际行驶速度的变速装置,用于发挥发动机的最佳性能。变速箱可以在汽车行驶过程中,在发动机和车轮之间产生不同的变速比,实现不同挡位转速的传递。
2、变速箱分为手动、自动两种,手动变速箱主要由齿轮和转轴组成,通过不同的齿轮组合产生变速变矩;而自动变速箱at是由液力变扭器、行星齿轮和液压操纵系统组成,通过液力传递和齿轮组合的方式来达到变速变矩的目的。
3、其中,自动变速箱具有驾驶舒适、能减少驾驶者疲劳等优点,已成为现代轿车配置的一种发展方向。自动变速箱是利用行星齿轮机构进行变速,它能根据油门踏板程度和车速变化,自动地进行变速,而驾驶者只需操纵加速踏板控制车速即可,驾驶者可以全神贯注地注视路面交通而不会被换挡搞得手忙脚乱。
4、目前很多自动变速箱为了缩短轴向空间都会将内部的两个行星排组装成一个行星排组,但是将两个行星排组成一个行星排组的时候会出现两个行星排的齿圈在径向上形成干涉的情况,从而影响到整个行星排组的稳定性和可靠性。
技术实现思路
1、为了解决上述技术问题,本公开提供了一种行星排总成装配工艺、变速箱以及车辆。
2、第一方面,本公开提供了一种行星排总成装配工艺,包括如下步骤:
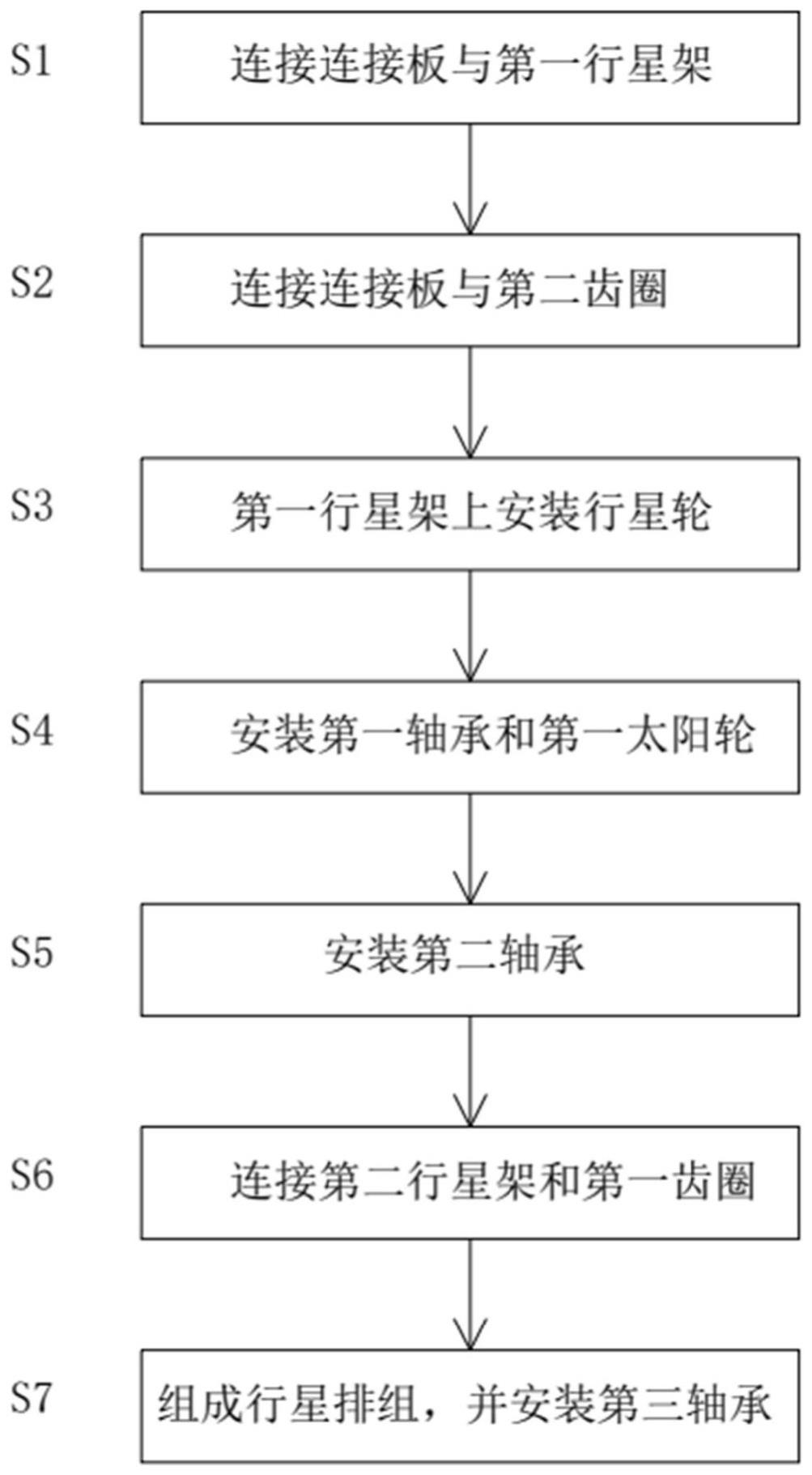
3、s1、将连接板与第一行星架焊接连接;
4、s2、将第二齿圈与连接板采用横焊的方式焊接连接;
5、s3、将第一行星架上安装第一行星轮;
6、s4、将第一轴承放置到第一行星架内,然后将第一太阳轮放置到第一行星架内,并与第一行星轮啮合,第一太阳轮的第一端面与第一轴承相抵;
7、s5、将第二轴承抵接设置在第一太阳轮的第二端面上;
8、s6、将第二行星架和第一齿圈连接在一起;
9、s7、将第一行星排和第二行星排组装形成的行星排组放置到变速箱内,并使第二行星架通过第三轴承与变速箱内结构相抵。
10、可选的,所述s2具体为,将所述第二齿圈卡接套设在所述连接板上的环形槽上,接着采用横焊的方式进行焊接连接。
11、可选的,所述第二齿圈与所述环形槽过盈配合。
12、可选的,所述环形槽位于所述连接板的外缘处,所述环形槽的宽度与所述第二齿圈的厚度相匹配。
13、可选的,所述s6具体为,将所述第二行星架沿轴向插入到所述第一齿圈上,所述第二行星架通过矩形齿结构与所述第一齿圈周向限位。
14、可选的,所述矩形齿结构上设有卡槽,所述卡槽内设有卡簧,所述卡簧与所述第二行星架的端面相抵,并用于对所述第二行星架进行轴向限位。
15、可选的,所述s1具体为,所述第一行星架上沿周向均匀排布有多个焊接支柱,所述连接板上设有与每个所述焊接支柱一一对应的焊接孔,所述焊接孔与所述焊接支柱插接配合,接着采用竖焊的方式将焊接孔与焊接支柱焊接连接。
16、可选的,所述焊接孔与所述焊接支柱过盈配合。
17、第二方面,本公开提供了一种变速箱,使用如上所述的行星排总成装配工艺。
18、第三方面,本公开提供了一种车辆,包括如上所述的变速箱。
19、本公开实施例提供的技术方案与现有技术相比具有如下优点:
20、本公开提供的行星排总成装配工艺,通过连接板将第一行星架与第二齿圈相连,实现了两个行星排的骨架的连接,完成了整个行星排组的初步组装工作;在s2中,第二齿圈与连接板采用横焊的方式进行连接,也就是将第二齿圈的轴向端面抵接在连接板的轴向端面上,然后把第二齿圈在径向上的外表面与连接板在径向上的外表面焊接一周连接在一起,这种连接方式能够有效地避免了第二齿圈对第一齿圈在径向上的干涉。
技术特征:
1.一种行星排总成装配工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的行星排总成装配工艺,其特征在于,所述s2具体为,将所述第二齿圈(32)卡接套设在所述连接板(1)上的环形槽(11)上,接着采用横焊的方式进行焊接连接。
3.根据权利要求2所述的行星排总成装配工艺,其特征在于,所述第二齿圈(32)与所述环形槽(11)过盈配合。
4.根据权利要求1所述的行星排总成装配工艺,其特征在于,所述环形槽(11)位于所述连接板(1)的外缘处,所述环形槽(11)的宽度与所述第二齿圈(32)的厚度相匹配。
5.根据权利要求1所述的行星排总成装配工艺,其特征在于,所述s6具体为,将所述第二行星架(31)沿轴向插入到所述第一齿圈(22)上,所述第二行星架(31)通过矩形齿结构(51)与所述第一齿圈(22)周向限位。
6.根据权利要求5所述的行星排总成装配工艺,其特征在于,所述矩形齿结构(51)上设有卡槽,所述卡槽内设有卡簧(52),所述卡簧(52)与所述第二行星架(31)的端面相抵,并用于对所述第二行星架(31)进行轴向限位。
7.根据权利要求1所述的行星排总成装配工艺,其特征在于,所述s1具体为,所述第一行星架(21)上沿周向均匀排布有多个焊接支柱(211),所述连接板(1)上设有与每个所述焊接支柱(211)一一对应的焊接孔(12),所述焊接孔(12)与所述焊接支柱(211)插接配合,接着采用竖焊的方式将焊接孔(12)与焊接支柱(211)焊接连接。
8.根据权利要求7所述的行星排总成装配工艺,其特征在于,所述焊接孔(12)与所述焊接支柱(211)过盈配合。
9.一种变速箱,其特征在于,使用如权利要求1至8任一项所述的行星排总成装配工艺。
10.一种车辆,其特征在于,包括如权利要求9所述的变速箱。
技术总结
本公开涉及变速箱装配技术领域,尤其涉及一种行星排总成装配工艺、变速箱以及车辆。该行星排总成装配工艺包括如下步骤:S1、将连接板与第一行星架焊接连接;S2、将第二齿圈与连接板采用横焊的方式焊接连接;S3、将第一行星架上安装第一行星轮;S4、将第一轴承放置到第一行星架内,然后将第一太阳轮放置到第一行星架内,并与第一行星轮啮合,第一太阳轮的第一端面与第一轴承相抵。该行星排总成装配工艺,通过连接板将第一行星架与第二齿圈相连,实现了两个行星排的骨架的连接,完成了整个行星排组的初步组装工作;在S2中,第二齿圈与连接板采用横焊的方式进行连接,这种连接方式能够有效地避免了第二齿圈对第一齿圈在径向上的干涉。
技术研发人员:马宏刚,王建鹏,苑衍灵,姜建辉
受保护的技术使用者:盛瑞传动股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!