一种油气分离式减振器充气装配装置的制作方法
本技术涉及减振器装配工装,具体涉及一种油气分离式减振器充气装配装置。
背景技术:
1、减振器在各种各样的汽车上都能看到,其减振器质量的好坏会直接影响到汽车的舒适性,目前一般的筒式减振器缸内充气方式有两种,一种是采用底部充气,先将预留充气孔的底盖焊接在缸体指定的一端,然后将缸内的底阀、活塞阀等相应的零部件装配到位,最后通过底盖预留孔进行充气、堵孔,此方法工序繁琐、且焊接有不密封的风险;另一种方法是将所有的配件装配到位后,从活塞杆的油封处进行充气,此方法简单方便,但不适用油、气分离式的结构。
技术实现思路
1、1、实用新型要解决的技术问题
2、针对现有的油、气分离式减振器的充气装配工序繁琐、焊接密封性差的技术问题,本实用新型提供了一种油气分离式减振器充气装配装置,它工序简洁、装配效率高。
3、2、技术方案
4、为解决上述问题,本实用新型提供的技术方案为:
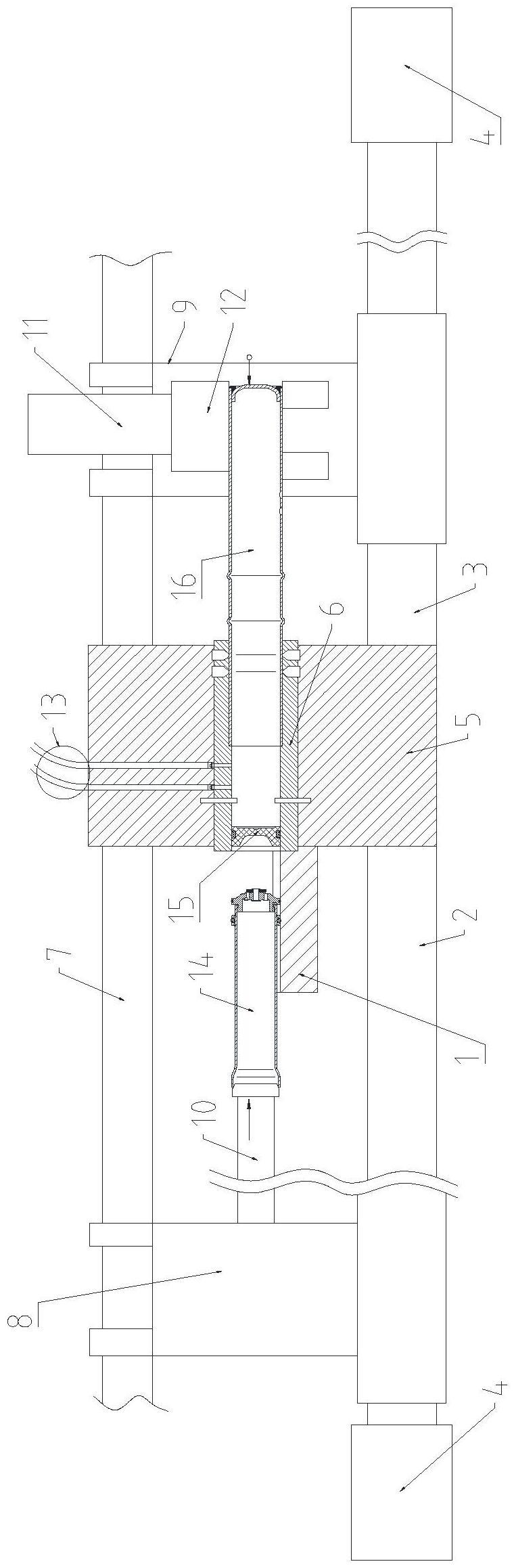
5、一种油气分离式减振器充气装配装置,包括底座,所述底座的两侧转动连接有第一丝杆和第二丝杆,所述第一丝杆配合连接有第一移动座,所述第二丝杆配合连接有第二移动座,所述第一移动座上设有推进杆,所述底座内设有工装体,所述第二移动座上设有夹具工装,所述推进杆、所述工装体和所述夹具工装对齐设置,所述工装体内设有与减振器密封配合的内腔,所述内腔口设有导槽,所述工装体上设有连通所述内腔的充气嘴和抽气嘴,所述内腔上活动连接有活塞限位销和扣铆刀具。
6、作为可选,所述底座内设有连接于所述充气嘴和抽气嘴的充气抽气管,所述充气抽气管连接有气泵。
7、作为可选,所述推进杆上和夹具工装内均设有压力传感器。
8、作为可选,所述夹具工装连接有夹具驱动机构,所述夹具驱动机构固接于所述第二移动座。
9、作为可选,所述气泵、所述压力传感器和所述夹具驱动机构均连接于控制器。
10、作为可选,所述活塞限位销、充气嘴以及抽气嘴、扣铆刀具沿所述内腔顺次设置。
11、作为可选,所述第一移动座和所述第二移动座均滑动连接有导杆,所述导杆固接于所述底座。
12、作为可选,其特征在于,所述第一丝杆和第二丝杆均连接有电机,所述电机连接于控制器。
13、3、有益效果
14、采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
15、本实用新型提供的技术方案结合了导轨、充气抽气结构、丝杆,通过控制器控制,组成一套具有系统性功能的减振器充气装配装置,实现减振器缸内自动抽气充气、配件铆扣锁装的功能,工序简洁、装配效率高;更进一步地,推进杆上和夹具工装内均设有压力传感器,可以检测装配时的压力,避免装配中压坏减振器。
技术特征:
1.一种油气分离式减振器充气装配装置,其特征在于,包括底座,所述底座的两侧转动连接有第一丝杆和第二丝杆,所述第一丝杆配合连接有第一移动座,所述第二丝杆配合连接有第二移动座,所述第一移动座上设有推进杆,所述底座内设有工装体,所述第二移动座上设有夹具工装,所述推进杆、所述工装体和所述夹具工装对齐设置,所述工装体内设有与减振器密封配合的内腔,所述内腔口设有导槽,所述工装体上设有连通所述内腔的充气嘴和抽气嘴,所述内腔上活动连接有活塞限位销和扣铆刀具。
2.根据权利要求1所述的一种油气分离式减振器充气装配装置,其特征在于,所述底座内设有连接于所述充气嘴和抽气嘴的充气抽气管,所述充气抽气管连接有气泵。
3.根据权利要求2所述的一种油气分离式减振器充气装配装置,其特征在于,所述推进杆上和夹具工装内均设有压力传感器。
4.根据权利要求3所述的一种油气分离式减振器充气装配装置,其特征在于,所述夹具工装连接有夹具驱动机构,所述夹具驱动机构固接于所述第二移动座。
5.根据权利要求4所述的一种油气分离式减振器充气装配装置,其特征在于,所述气泵、所述压力传感器和所述夹具驱动机构均连接于控制器。
6.根据权利要求1所述的一种油气分离式减振器充气装配装置,其特征在于,所述活塞限位销、充气嘴以及抽气嘴、扣铆刀具沿所述内腔顺次设置。
7.根据权利要求1所述的一种油气分离式减振器充气装配装置,其特征在于,所述第一移动座和所述第二移动座均滑动连接有导杆,所述导杆固接于所述底座。
8.根据权利要求1至7中任一项所述的一种油气分离式减振器充气装配装置,其特征在于,所述第一丝杆和第二丝杆均连接有电机,所述电机连接于控制器。
技术总结
本技术公开了一种油气分离式减振器充气装配装置,涉及减振器装配工装技术领域,包括底座,所述底座的两侧转动连接有第一丝杆和第二丝杆,所述第一丝杆配合连接有第一移动座,所述第二丝杆配合连接有第二移动座,所述第一移动座上设有推进杆,所述底座内设有工装体,所述第二移动座上设有夹具工装,所述推进杆、所述工装体和所述夹具工装对齐设置,所述工装体内设有与减振器密封配合的内腔,所述内腔口设有导槽,所述工装体上设有连通所述内腔的充气嘴和抽气嘴,所述内腔上活动连接有活塞限位销和扣铆刀具。本技术工序简洁、装配效率高。
技术研发人员:冯美菊,郑念华,叶祥忠,林宝德
受保护的技术使用者:浙江正裕工业股份有限公司
技术研发日:20220915
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!