一种整体式旋压皮带轮的制作方法
1.本实用新型属于汽车零部件领域,具体涉及一种整体式轮毂皮带轮。
背景技术:
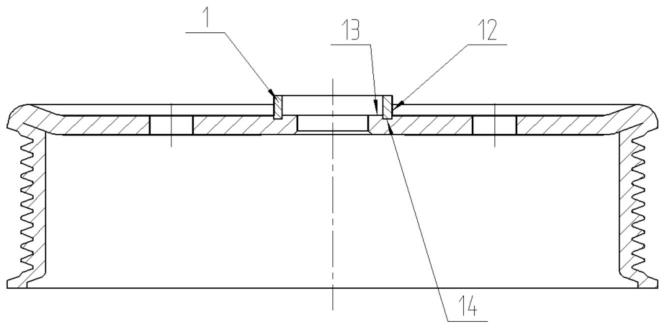
2.根据使用要求,经常需要在旋压皮带轮的中心做一轮毂,轮毂的形状是环状凸台(如图,凸台1),用于固定或安装零件。由于受材料限制,在中部凸起,需要材料增厚,普通的加工方法很难实现。目前多数采用的方式为在需要凸台的部位焊接一凸台,但焊接容易导致零件变形,过程不稳定。如图1所示,凸台采用焊接方式,由于凸台内外无定位点,焊接凸台时不易定位。焊接凸台前需在皮带轮本体上车一环状沟槽14,焊接时将凸台装入槽内,要保证凸台与中心孔同心。由于内部的沉台13需安装零件,凸台外圆12是另一个零件的定位,所以焊接后都不允许有凸出的焊缝,且零件精度要求高,所以焊接后必须对零件精车,车掉凸起的焊缝和焊接导致的变形,制作工艺复杂,成本高。
技术实现要素:
3.本实用新型的发明目的在于克服现有技术的上述不足,而提供一种易于加工的整体式旋压皮带轮,且本皮带轮是一个整体,无需焊接,强度好。
4.本实用新型所提供的方案在于:一种整体式旋压皮带轮,包括一体式旋压成型的轮缘、轮辐、轮毂。
5.所述轮毂为位于轮辐中心处向上凸出的一环状凸台。
6.所述轮辐上靠近轮毂处呈波浪状结构,所述波浪状结构由旋压(铲旋)成型轮毂时所形成的环状上加强凹槽和环状下加强凹槽组成。
7.所述上加强凹槽位于轮辐上表面;所述下加强凹槽位于轮辐下表面;所述上加强凹槽的截面呈弧形;所述下加强凹槽的截面呈弧形。
8.所述上加强凹槽的内径小于所述下加强凹槽的内径;所述上加强凹槽的外径大于下加强凹槽的内径、小于下加强凹槽的外径。
9.所述轮缘外壁设有旋压成型的皮带轮槽。
10.所述轮毂内设有沉台孔。
11.所述轮毂内设有通孔
12.所述轮毂内为盲孔。
13.所述轮辐上均布有多个安装孔。
14.所述环状凸台的中心轴线与轮辐中心轴线重合。
15.所述上加强凹槽的中心轴线与环状凸台的中心轴线重合;所述下加强凹槽的中心轴线与上加强凹槽的中心轴线重合。
16.本实用新型的优点在于:本实用新型所提供的整体式旋压皮带轮上设有上、下两圈加强凹槽,起到节省材料,同时增强强度的作用。整体式旋压皮带轮内外表面除了凹槽部位凸台内材料厚度和需要装螺栓的安装孔处材料厚度无变化无减薄,而且凸台以内的两端
面与下加强凹槽以外的两端面在同一个面上,如此就可以单独以轮毂内中心孔来安装锁紧零件,也可以单独用外圈的安装孔来安装锁紧零件;整体式旋压皮带轮整个一体成形,所需成型工序短,加工容易,制作效率高,节省材料,强度好。
附图说明
17.图1为现有技术的结构示意图。
18.图2为本实用新型实施例一的结构示意图。
19.图3为本实用新型实施例二的结构示意图。
20.图4为本实用新型实施例三的结构示意图。
21.图5为本实用新型整体式旋压皮带轮的加工成形工序图。
22.图中,环状凸台1、上加强凹槽2、下加强凹槽3、向中心的凸沿4、安装孔5、通孔6、波浪状结构7、轮缘8、轮辐9、皮带轮槽10、沉台孔11、凸台外圆12、凸台内部的沉台13、用于固定凸台的凹槽14。
具体实施方式
23.图2中,实施例一所提供的整体式旋压皮带轮,包括一体式旋压成型的轮缘8、轮辐9、轮毂。轮毂为位于轮辐中心处向上凸出的一环状凸台1。环状凸台的中心轴线与轮辐中心轴线重合。轮毂内设有沉台孔11。轮辐9上靠近轮毂处呈波浪状结构7,波浪状结构7由铲旋成型轮毂时所形成的环状上加强凹槽2和环状下加强凹槽3组成。上加强凹槽2位于轮辐9上表面。下加强凹槽3位于轮辐9下表面。上加强凹槽2的截面、下加强凹槽3的截面均呈弧形。上加强凹槽2的内径小于下加强凹槽3的内径,上加强凹槽2的外径大于下加强凹槽3的内径、小于下加强凹槽3的外径。上加强凹槽2的中心轴线与环状凸台1的中心轴线重合。下加强凹槽3的中心轴线与上加强凹槽2的中心轴线重合。轮辐9上均布有多个安装孔5。轮缘8外壁设有旋压成型的皮带轮槽10(v型槽)。
24.本实施例一所提供的整体式旋压皮带轮的成形加工工序如下(如图5所示):1)落料:将钢板或钢带通过冲压或激光切割成圆形毛坯。2)拉深:由于毛坯直径较大,可以先预成型皮带轮槽部位。采用拉深工艺使零件成为一个圆筒件。3)铲旋凸台:根据所需成型凸台的尺寸,从毛坯中部适当起始位置a开始旋压,使局部的材料在压力的作用下从四周向中心部位流动,同时向上凸起,形成环状凸台,同时在位置a与凸台之间形成一环状凹槽。由于环状凸台精度要求较高,需留一定的精加工余量,余量一般需要0.5以上,根据设备精度可以适当调整。4)整形:采用油压机或冲床,对工序3)产生凹槽部位整形,形成成品的上加强凹槽2和下加强凹槽3。5)车边:在工序2)拉深时,由于材料各项异性和拉深定位问题,会在端口b处产生高矮不一的现象,采用车边对此位置进行车边,使零件高矮一致。6)旋压成形:旋压成形四周的皮带轮槽10。7)精车:对工序3)所预留的余量及工序6)产生的飞边进行精加工。8)加工安装孔:加工沉台孔11和安装孔5,采用冲孔方式加工。整个零件成形加工完毕,之后根据客户需要做防锈表面处理即可。
25.本实用新型所提供的皮带轮结构,其靠外围是皮带轮本体,靠中心部位有一凸台1,凸台内有一沉台孔11,旋压使得靠近凸台1的四周一环形区域材料减薄,为了满足皮带轮的功能要求,在靠近凸台1四周的两端面形成上加强凹槽2和下加强凹槽3,沉台底部(向中
心的凸沿4)厚度与皮带轮本体材料等厚,凸台内部也可为盲孔或通孔。
26.图3中,实施例二所提供的整体式旋压皮带轮其环状凸台1内为盲孔。
27.图4中,实施例三所提供的整体式旋压皮带轮其环状凸台1内为通孔6。
技术特征:
1.一种整体式旋压皮带轮,其特征在于:包括一体式旋压成型的轮缘(8)、轮辐(9)、轮毂;所述轮毂为位于轮辐中心处向上凸出的一环状凸台(1);所述轮辐(9)上靠近轮毂处呈波浪状结构(7),所述波浪状结构(7)由旋压(铲旋)成型轮毂时所形成的环状上加强凹槽(2)和环状下加强凹槽(3)组成;所述上加强凹槽(2)位于轮辐(9)上表面;所述下加强凹槽(3)位于轮辐(9)下表面;所述上加强凹槽(2)的截面呈弧形;所述下加强凹槽(3)的截面呈弧形;所述上加强凹槽(2)的内径小于所述下加强凹槽(3)的内径;所述上加强凹槽(2)的外径大于下加强凹槽(3)的内径、小于下加强凹槽(3)的外径;所述轮缘(8)外壁设有皮带轮槽(10)。2.根据权利要求1所述的整体式旋压皮带轮,其特征在于:所述轮毂内设有沉台孔(11)。3.根据权利要求1所述的整体式旋压皮带轮,其特征在于:所述轮毂内设有通孔(6)。4.根据权利要求1所述的整体式旋压皮带轮,其特征在于:所述轮辐(9)上均布有多个安装孔(5)。5.根据权利要求1所述的整体式旋压皮带轮,其特征在于:所述环状凸台的中心轴线与轮辐中心轴线重合。6.根据权利要求1或5所述的整体式旋压皮带轮,其特征在于:所述上加强凹槽(2)的中心轴线与环状凸台(1)的中心轴线重合;所述下加强凹槽(3)的中心轴线与上加强凹槽(2)的中心轴线重合。
技术总结
本实用新型属于汽车零部件领域,具体涉及一种整体式旋压皮带轮,所述整体式旋压皮带轮包括一体式旋压成型的轮缘、轮辐、轮毂。所述轮毂为位于轮辐中心处向上凸出的一环状凸台。所述轮辐上靠近轮毂处呈波浪状结构,所述波浪状结构由铲旋成型轮毂时所形成的环状上加强凹槽和环状下加强凹槽组成。所述上加强凹槽位于轮辐上表面;所述下加强凹槽位于轮辐下表面;所述上加强凹槽的截面呈弧形;所述下加强凹槽的截面呈弧形。所述上加强凹槽的内径小于所述下加强凹槽的内径;所述上加强凹槽的外径大于下加强凹槽的内径、小于下加强凹槽的外径。所述轮缘外壁设有旋压成型的皮带轮槽。本实用新型易于加工,且本皮带轮是一个整体,无需焊接,强度好。强度好。强度好。
技术研发人员:潘从勇 刘军 鄢荣清 贾锋 孙芽
受保护的技术使用者:东风襄阳旋压技术有限公司
技术研发日:2022.11.01
技术公布日:2023/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1