冷成型合金钢压铆螺母的制作方法
本技术涉及压铆螺母,尤其涉及冷成型合金钢压铆螺母。
背景技术:
1、压铆螺母是应用于薄板或钣金上的一种螺母,压铆螺母本体外形呈圆形,一端带有咬合齿及导向槽,咬合齿外侧为导向柱。其原理是通过导向柱将咬合齿压入钣金的预置孔,一般而言预置孔的孔径略小于压铆螺母的咬合齿,通过压力使压铆螺母的咬合齿挤入板内使得孔的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。
2、压铆螺母一般采用scm440合金结构钢制作,具有成分稳定、有害元素低、钢质纯净度高、脱碳层小、表面缺陷少等优点,使用时易进行球化退火、冷镦开裂率低、热处理质量稳定、硬度均匀。
3、目前的冷成型合金钢压铆螺母,在使用时,仅仅依靠一组咬合齿进行咬合,导致在安装后对压铆螺母的固定效果差,容易松动,因此,亟需重新设计一种冷成型合金钢压铆螺母,来解决压铆螺母易松动的问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的冷成型合金钢压铆螺母。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、冷成型合金钢压铆螺母,包括:
4、压铆螺母本体;
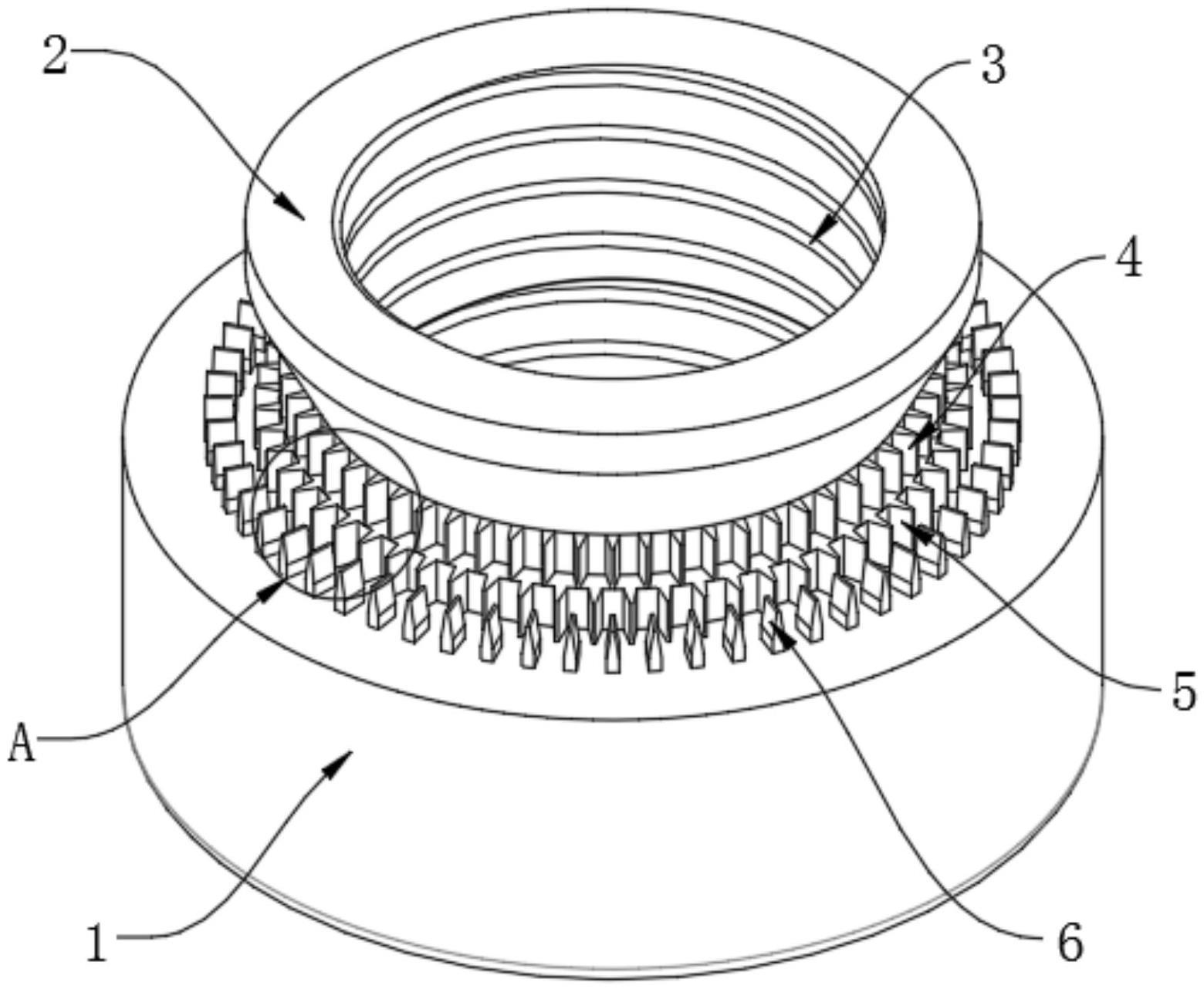
5、导向柱,所述导向柱设置于压铆螺母本体上方,所述导向柱底部安装有第一齿环,且第一齿环底部水平安装有第二齿环,第二齿环底部安装于压铆螺母本体顶部中心处,第一齿环表面设有用于卡紧压铆螺母本体的第一卡紧机构,第二齿环表面设有用于卡紧压铆螺母本体的第二卡紧机构,所述压铆螺母本体顶部设有用于卡紧压铆螺母本体的第三卡紧机构。
6、作为本实用新型的进一步技术方案,所述压铆螺母本体底部开设有贯穿第一齿环、第二齿环和导向柱的通孔,且通孔内壁开设有螺纹。
7、作为本实用新型的进一步技术方案,所述第一卡紧机构包括:第一咬合齿,且第一咬合齿安装于第一齿环弧形面,所述第一咬合齿有多个并呈环形等间距均匀分布于第一齿轮弧形面。
8、作为本实用新型的进一步技术方案,所述第二卡紧机构包括:第二咬合齿,且第二咬合齿安装于第二齿环弧形面,所述第二咬合齿有多个并呈环形等间距均匀分布于第二齿轮弧形面。
9、作为本实用新型的进一步技术方案,多个所述第一咬合齿和多个第二咬合齿错位设置。
10、作为本实用新型的进一步技术方案,所述第三卡紧机构包括:第一凸齿,所述第一凸齿安装于压铆螺母本体顶部,且第一凸齿有多个并呈环形均匀分布于压铆螺母本体顶部。
11、本实用新型的有益效果为:
12、1.该冷成型合金钢压铆螺母,通过第一咬合齿和第二咬合齿的设置,可对压铆螺母压接时更加的稳固不易松动,且第一咬合齿和第二咬合齿错位,使得压铆螺母在压接后,可使位于对应第一咬合齿和第二咬合齿之间的板材产生形变,形成对板材咬合的形态,使得板材会产生一个恢复形变的反作用力,增加了和第一咬合齿和第二咬合齿之间的摩擦力,从而提高了对压铆螺母压接后的稳固性。
13、2.该冷成型合金钢压铆螺母,通过第一凸齿的设置,可插入板材内部,使得板材内部产生形变,进一步的增加了板材和压铆螺母之间的摩擦力,保证了压铆螺母和板材压接后不易转动,进而提高了该压铆螺母的使用效果。
技术特征:
1.冷成型合金钢压铆螺母,其特征在于,包括:
2.根据权利要求1所述的冷成型合金钢压铆螺母,其特征在于,所述压铆螺母本体(1)底部开设有贯穿第一齿环、第二齿环和导向柱(2)的通孔,且通孔内壁开设有螺纹。
3.根据权利要求2所述的冷成型合金钢压铆螺母,其特征在于,所述第一卡紧机构包括:第一咬合齿(4),且第一咬合齿(4)安装于第一齿环弧形面,所述第一咬合齿(4)有多个并呈环形等间距均匀分布于第一齿轮弧形面。
4.根据权利要求3所述的冷成型合金钢压铆螺母,其特征在于,所述第二卡紧机构包括:第二咬合齿(5),且第二咬合齿(5)安装于第二齿环弧形面,所述第二咬合齿(5)有多个并呈环形等间距均匀分布于第二齿轮弧形面。
5.根据权利要求4所述的冷成型合金钢压铆螺母,其特征在于,多个所述第一咬合齿(4)和多个第二咬合齿(5)错位设置。
6.根据权利要求5所述的冷成型合金钢压铆螺母,其特征在于,所述第三卡紧机构包括:第一凸齿(6),所述第一凸齿(6)安装于压铆螺母本体(1)顶部,且第一凸齿(6)有多个并呈环形均匀分布于压铆螺母本体(1)顶部。
技术总结
本技术涉及压铆螺母技术领域,公开了冷成型合金钢压铆螺母,包括压铆螺母本体和导向柱,所述导向柱设置于压铆螺母本体上方,所述导向柱底部安装有第一齿环,且第一齿环底部水平安装有第二齿环,第二齿环底部安装于压铆螺母本体顶部中心处,第一齿环表面设有用于卡紧压铆螺母本体的第一卡紧机构,第二齿环表面设有用于卡紧压铆螺母本体的第二卡紧机构,所述压铆螺母本体顶部设有用于卡紧压铆螺母本体的第三卡紧机构。本技术可使位于对应第一咬合齿和第二咬合齿之间的板材产生形变,形成对板材咬合的形态,使得板材会产生一个恢复形变的反作用力,增加了和第一咬合齿和第二咬合齿之间的摩擦力,从而提高了对压铆螺母压接后的稳固性。
技术研发人员:李计兵
受保护的技术使用者:深圳市创屹泾科技有限公司
技术研发日:20221212
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!