一种与箱体端部一体成型的角度锁紧三头螺纹结构的制作方法
本技术涉及箱体结构的,特别涉及一种与箱体端部一体成型的角度锁紧三头螺纹结构。
背景技术:
1、现有的箱体端部指的是箱体的端部位置,该端部位置一般装配有回转零件,并且箱体端部通过中间配件来装配回转零件,如图7所示,中间配件例如图7中所指的圆盘凸台构件4,其三者具体装配方式为:中间配件内壁设有便于快速安装回转零件的三头螺纹结构,中间配件外壁用于嵌合在箱体装配槽内,当中间配件嵌合在箱体装配槽内时,中间配件的三头螺纹结构相对于箱体端部一端具有一定的旋转方向的起始角度。当回转零件在中间配件的三头螺纹结构上旋合到底并旋紧时,回转零件与箱体端部一端满足一定的旋转角度装配关系,可实现一定的运动动作、装配、标识或者外观美观功能。
2、但是上述箱体端部、回转零件和中间配件之间装配后的技术方案具有下述缺陷:由于箱体端部和中间配件分别为单独加工零件,因此,当中间配件装配在箱体装配槽时,需要人工先确认三头螺纹结构的螺纹起始点,并需要调节三头螺纹结构的旋转角度方向,再确认三头螺纹结构相对于箱体端部一端的旋转角度方向与起始角度一致,最后方能将中间配件嵌合在箱体装配槽内。该缺陷会增大组装人员劳动强度、导致其装配效率低,同时人工确认三头螺纹结构的螺纹起始点和调节三头螺纹结构的旋转角度方向困难、人工组装容易出现装配误差。
技术实现思路
1、本实用新型的目的在于克服现有技术中的上述缺陷,提供一种与箱体端部一体成型的角度锁紧三头螺纹结构,其包括的三头螺纹结构与箱体端部一体成型,组装人员可直接将现有技术的回转零件直接与箱体端部的三头螺纹结构进行装配,并与箱体端部满足一定的旋转角度装配关系,用于解决现有的箱体端部与回转零件进行安装时,还需要人工先安装中间配件、确认中间配件的三头螺纹结构的螺纹起始点以及调节三头螺纹结构的旋转角度方向的问题,从而减轻组装人员劳动强度以及减少装配误差。
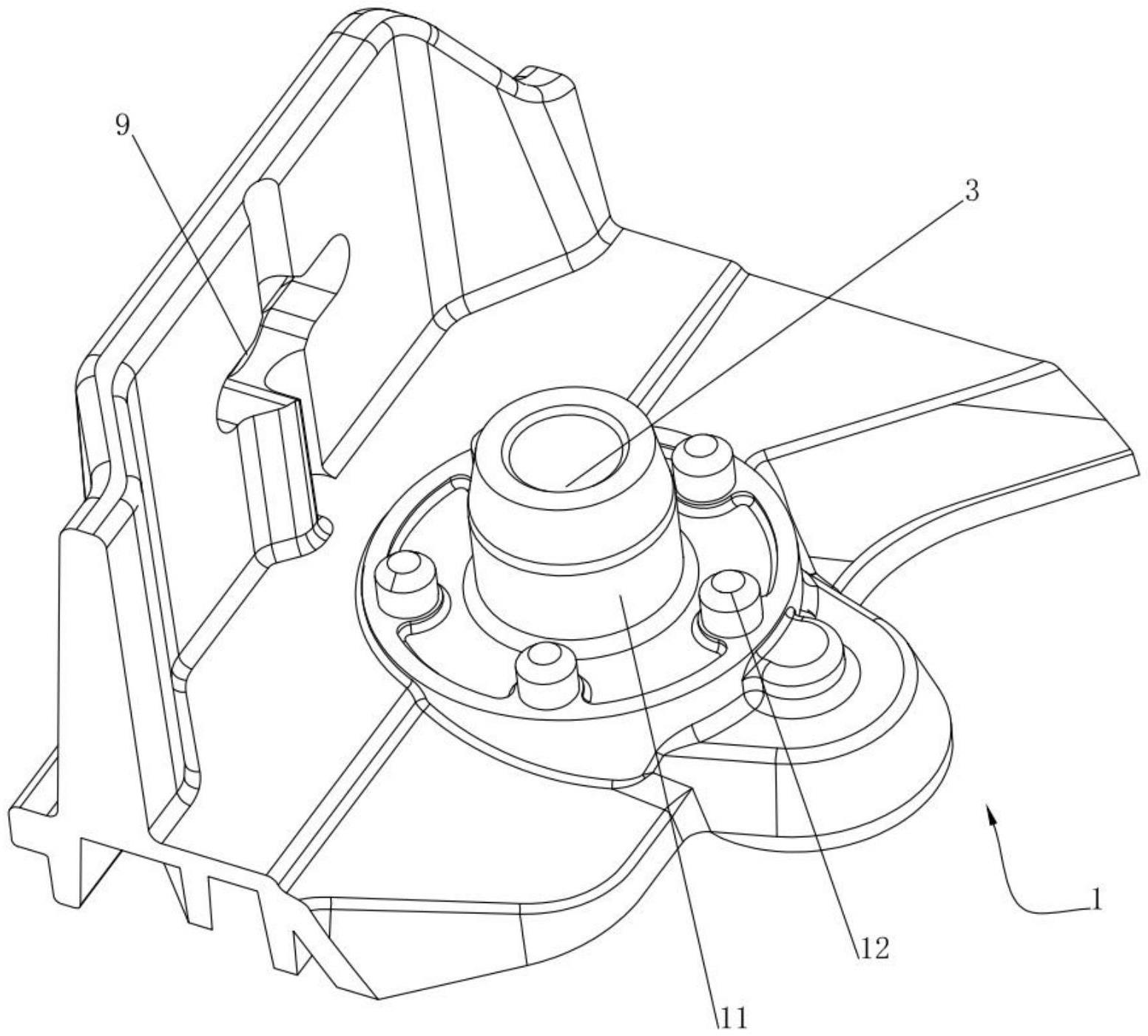
2、为实现上述目的,本实用新型提供了一种与箱体端部一体成型的角度锁紧三头螺纹结构,包括箱体端部,所述箱体端部上开设有箱体装配槽,所述箱体装配槽的内壁上设有三头螺纹结构,所述三头螺纹结构包括并行设置的第一螺旋线、第二螺旋线和第三螺旋线,所述第一螺旋线一端、第二螺旋线一端和第三螺旋线一端各具有螺纹起始点,所述第一螺旋线的螺纹起始点、第二螺旋线的螺纹起始点和第三螺旋线的螺纹起始点周向均匀设置,其中,所述第一螺旋线的螺纹起始点、第二螺旋线的螺纹起始点和第三螺旋线的螺纹起始点依次相连形成正三角形区域,所述箱体端部的底面一端设有一端线,所述正三角形区域上设有一穿过正三角形区域中心且平行于端线的基准线,所述正三角形区域内设有一穿过正三角形区域中心的角平分线,所述基准线相对于角平分线的角度设置为起始角。
3、作为优选的,所述箱体端部一端设有锁紧卡槽;锁紧卡槽用于与现有技术的墙体、门窗框体或柜体进行安装。
4、作为优选的,所述锁紧卡槽一端具有倒角;使得箱体端部更加便于安装。
5、作为优选的,所述箱体端部底部设有加强框架;该加强框架提高了箱体端部整体强度。
6、作为优选的,所述箱体端部上设有安装凸台,所述箱体装配槽开设在安装凸台内。
7、作为优选的,所述安装凸台外端设有若干个卡合凸柱;现有技术的回转零件安装后,卡合凸柱与回转零件卡合,增加箱体端部与回转零件安装后其两者之间的连接强度。
8、与现有技术相比,本实用新型的有益效果在于:
9、1.本实用新型设置有用于直接与现有技术的回转零件进行螺纹装配、螺纹装配后可保证该回转零件锁紧以及锁紧后该回转零件的旋转角度相对于箱体端部呈一定的旋转角度关系的三头螺纹结构,该三头螺纹结构开设在箱体装配槽上,因此,三头螺纹结构的第一螺旋线的螺纹起始点、第二螺旋线的螺纹起始点和第三螺旋线的螺纹起始点相对于箱体端部具有一定的旋转方向的起始角度,即第一螺旋线的螺纹起始点、第二螺旋线的螺纹起始点和第三螺旋线的螺纹起始点依次相连形成正三角形区域,箱体端部的底面一端设有一端线,正三角形区域上设有一穿过正三角形区域中心且平行于端线的基准线,正三角形区域内设有一穿过正三角形区域中心的角平分线,基准线相对于角平分线的角度设置为起始角。因此,组装人员组装时不需要重新确认三头螺纹结构的螺纹起始点以及调节三头螺纹结构的旋转角度方向。
10、2.本实用新型提供的一种与箱体端部一体成型的角度锁紧三头螺纹结构,组装人员可直接将现有技术的回转零件与其包括的箱体端部进行装配,装配后能满足其两者之间的一定的旋转角度装配关系,有效减少组装工序,便于组装人员组装,装配精度高,有效减轻组装人员的劳动强度、提高装配效率和保证产品合格率。
技术特征:
1.一种与箱体端部一体成型的角度锁紧三头螺纹结构,包括箱体端部(1),所述箱体端部(1)上开设有箱体装配槽(3),其特征在于,所述箱体装配槽(3)的内壁上设有三头螺纹结构(2),所述三头螺纹结构(2)包括并行设置的第一螺旋线(5)、第二螺旋线(6)和第三螺旋线(7),所述第一螺旋线(5)一端、第二螺旋线(6)一端和第三螺旋线(7)一端各具有螺纹起始点(8),所述第一螺旋线(5)的螺纹起始点(8)、第二螺旋线(6)的螺纹起始点(8)和第三螺旋线(7)的螺纹起始点(8)周向均匀设置,其中,所述第一螺旋线(5)的螺纹起始点(8)、第二螺旋线(6)的螺纹起始点(8)和第三螺旋线(7)的螺纹起始点(8)依次相连形成正三角形区域(z),所述箱体端部(1)的底面一端设有一端线(j),所述正三角形区域(z)上设有一穿过正三角形区域(z)中心且平行于端线(j)的基准线(k),所述正三角形区域(z)内设有一穿过正三角形区域(z)中心的角平分线(l),所述基准线(k)相对于角平分线(l)的角度设置为起始角(θ)。
2.根据权利要求1所述的一种与箱体端部一体成型的角度锁紧三头螺纹结构,其特征在于,所述箱体端部(1)一端设有锁紧卡槽(9)。
3.根据权利要求2所述的一种与箱体端部一体成型的角度锁紧三头螺纹结构,其特征在于,所述锁紧卡槽(9)一端具有倒角(90)。
4.根据权利要求1所述的一种与箱体端部一体成型的角度锁紧三头螺纹结构,其特征在于,所述箱体端部(1)底部设有加强框架(10)。
5.根据权利要求4所述的一种与箱体端部一体成型的角度锁紧三头螺纹结构,其特征在于,所述加强框架(10)包括若干个加强筋(100)。
6.根据权利要求1所述的一种与箱体端部一体成型的角度锁紧三头螺纹结构,其特征在于,所述箱体端部(1)上设有安装凸台(11),所述箱体装配槽(3)开设在安装凸台(11)内。
7.根据权利要求6所述的一种与箱体端部一体成型的角度锁紧三头螺纹结构,其特征在于,所述安装凸台(11)外端设有若干个卡合凸柱(12)。
8.根据权利要求1所述的一种与箱体端部一体成型的角度锁紧三头螺纹结构,其特征在于,所述箱体端部(1)为合金材料构件。
技术总结
本技术公开了一种与箱体端部一体成型的角度锁紧三头螺纹结构,包括箱体端部,所述箱体端部上开设有箱体装配槽,所述箱体装配槽的内壁上设有三头螺纹结构,所述三头螺纹结构包括并行设置的第一螺旋线、第二螺旋线和第三螺旋线,所述第一螺旋线一端、第二螺旋线一端和第三螺旋线一端各具有螺纹起始点,其中,所述第一螺旋线的螺纹起始点、第二螺旋线的螺纹起始点和第三螺旋线的螺纹起始点依次相连形成正三角形区域Z,所述正三角形区域Z上设有基准线K,所述正三角形区域Z内设有角平分线L,所述基准线K相对于角平分线L的角度设置为起始角θ;本技术使得组装人员组装时不需要调节三头螺纹结构的旋转角度方向,有效提高装配效率。
技术研发人员:李台勇
受保护的技术使用者:东莞宇源精密金属实业有限公司
技术研发日:20221220
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!