一种耐高压增强型钢丝复合管及其生产方法与流程
本申请涉及复合管成型,具体涉及一种耐高压增强型钢丝复合管及其生产方法。
背景技术:
1、复合管材是以金属与热塑性塑料复合结构为基础的管材,内衬聚丙烯、聚乙烯或外焊接交联聚乙烯等非金属材料,具有金属管材和非金属管材的优点。
2、耐高压增强型钢丝复合管是高强度过塑钢丝网骨架和热塑性塑料聚乙烯为原材料,钢丝缠绕网作为聚乙烯塑料管的骨架增强体,采用高性能的hdpe改性粘结树脂将钢丝骨架与内、外层高密度采用高性能聚乙烯紧密地连接在一起,使之具有优良的复合效果。
3、但目前耐高压增强型钢丝复合管性能还不够稳定,如实际使用过程中,出现钢丝抽丝现象。
技术实现思路
1、本申请的主要目的在于提供一种耐高压增强型钢丝复合管及其生产方法,旨在解决传统耐高压增强型钢丝复合管存在钢丝抽丝的技术问题。
2、本申请采用的技术方案如下:
3、第一方面提供:
4、一种耐高压增强型钢丝复合管,包括:
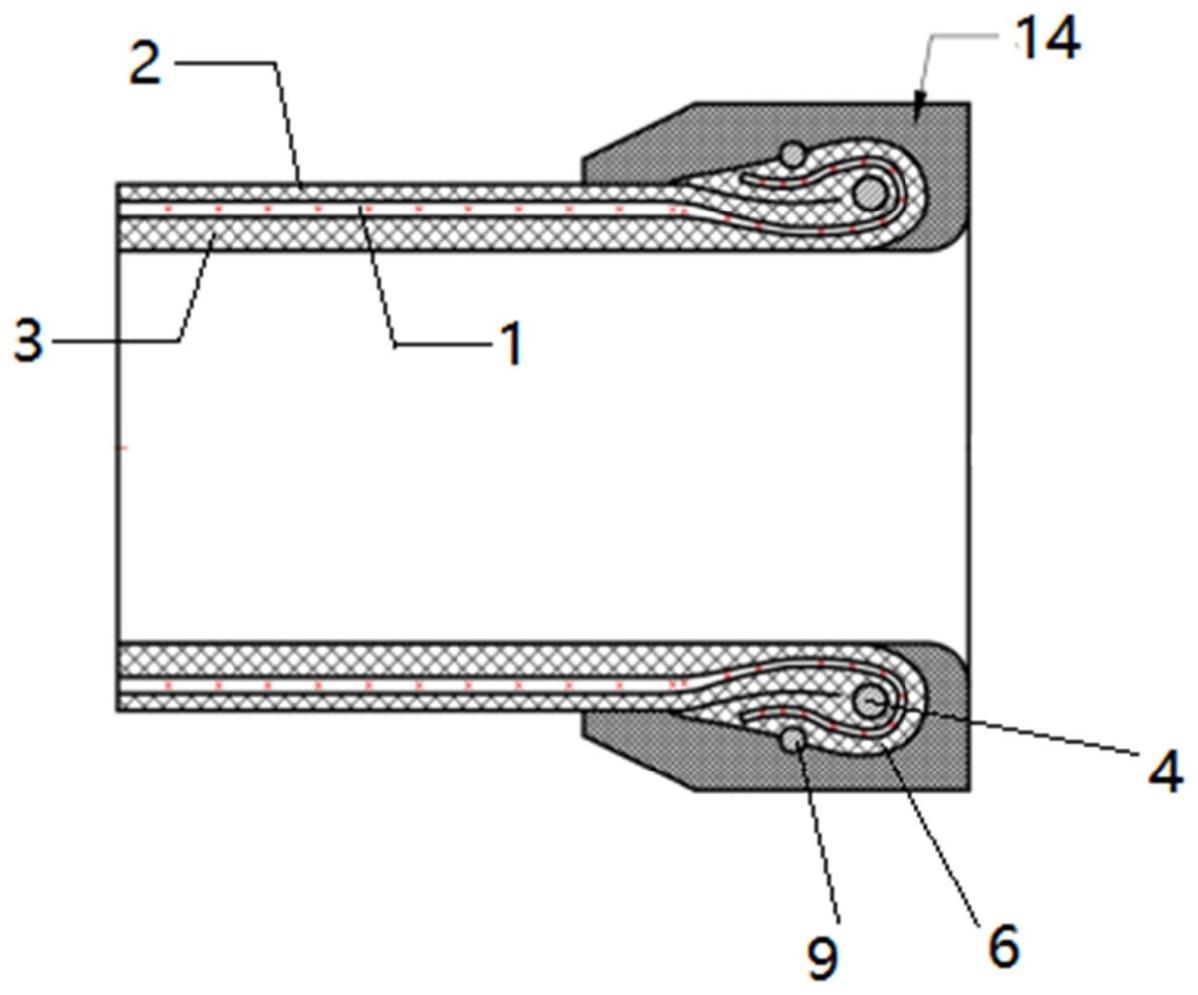
5、复合管体,所述复合管体的连接端由内而外翻折形成翻边部;
6、第一扣压件,所述第一扣压件箍紧于所述复合管体外,所述翻边部压接于所述第一扣压件上;
7、第二扣压件,所述第二扣压件箍紧于所述翻边部的外侧;
8、管接头,所述管接头设置于所述复合管体的连接端,且包覆所述翻边部。
9、可选的,所述复合管体包括由内至外逐层包覆的pe芯管层、钢丝层以及pe皮层。
10、可选的,所述管接头的外径尺寸大于翻边部最大外径尺寸。
11、可选的,所述第一扣压件和第二扣压件均为环圈结构。
12、第二方面提供:
13、一种耐高压增强型钢丝复合管的生产方法,包括步骤:
14、s1、固定待加工的复合管;
15、s2、在靠近于所述复合管的端口侧套设第一扣压件,使用扣压模具扣紧所述第一扣压件;
16、s3、冷翻成型出翻边部,并再次压实所述翻边部;
17、s4、在所述翻边部外侧套设第二扣压件,使用扣压模具二次扣紧所述第一扣压件、所述翻边部以及所述第二扣压件;
18、s5、加热所述翻边部至热熔融状态;
19、s6、在所述翻边部注塑成型出管接头。
20、可选的,所述步骤s2中,所述第一扣压件距复合管体的端口钢丝层距离为0.5-1倍管体壁厚。
21、可选的,所述第一扣压件和第二扣压件的扣压深度为伸入所在表面1mm-4mm。
22、可选的,所述步骤s2、s4中,所述使用扣压模具扣紧所述第一扣压件、所述翻边部以及所述第二扣压件前,需在复合管材内插入扣压衬芯。
23、可选的,所述扣压衬芯的插入深度大于所述翻边部的长度,所述扣压衬芯与所述复合管的内壁贴合。
24、可选的,所述步骤s5中,所述加热所述翻边部至热熔融状态,其中,加热温度为120℃-160℃,加热时间为1min-2min。
25、与现有技术相比,本申请的有益效果是:
26、第一方面:
27、本申请实施例提出的一种耐高压增强型钢丝复合管,通过在管体的两端翻边,管材两侧的端口翻折后,分别使用第一扣压件和第二扣压件一里一外扣紧翻边部,在第一扣压件和第二扣压件扣压力的作用下对钢丝进行固定,降低钢丝抽丝风险,使管材连接处承压能力大幅提高。
28、第二方面:
29、本申请实施例提出的耐高压增强型钢丝复合管的生产方法,工艺流程简单,利用冷翻成型工艺完成端口翻边,并在液压作用下通过扣压模具使两个扣压件对钢丝进行扣压固定,降低钢丝抽丝风险,使管材连接处承压能力大幅提高。并且,在翻边端口进行塑料封装,连接方式采用热熔对接,在管材内部中、高压运输的条件下,无金属件连接,提高连接部位的可靠性。
技术特征:
1.一种耐高压增强型钢丝复合管,其特征在于,包括:
2.根据权利要求1所述的耐高压增强型钢丝复合管,其特征在于,所述复合管体包括由内至外逐层包覆的pe芯管层、钢丝层以及pe皮层。
3.根据权利要求1所述的耐高压增强型钢丝复合管,其特征在于,所述管接头的外径尺寸大于翻边部最大外径尺寸。
4.根据权利要求1所述的耐高压增强型钢丝复合管,其特征在于,所述第一扣压件和第二扣压件均为环圈结构。
5.一种如权利要求1-4任一所述的耐高压增强型钢丝复合管的生产方法,其特征在于,包括步骤:
6.根据权利要求5所述的耐高压增强型钢丝复合管的生产方法,其特征在于,所述步骤s2中,所述第一扣压件距复合管体的端口钢丝层距离为0.5-1倍管体壁厚。
7.根据权利要求5所述的耐高压增强型钢丝复合管及其生产方法,其特征在于,所述第一扣压件和第二扣压件的扣压深度为伸入所在表面1mm-4mm。
8.根据权利要求5所述的耐高压增强型钢丝复合管及其生产方法,其特征在于,所述步骤s2、s4中,所述使用扣压模具扣紧所述第一扣压件、所述翻边部以及所述第二扣压件前,需在复合管材内插入扣压衬芯。
9.根据权利要求8所述的耐高压增强型钢丝复合管及其生产方法,其特征在于,所述扣压衬芯的插入深度大于所述翻边部的长度,所述扣压衬芯与所述复合管的内壁贴合。
10.根据权利要求5所述的耐高压增强型钢丝复合管及其生产方法,其特征在于,所述步骤s5中,所述加热所述翻边部至热熔融状态,其中,加热温度为120℃-160℃,加热时间为1min-2min。
技术总结
本申请涉及复合管成型技术领域,公开了一种耐高压增强型钢丝复合管,包括复合管体、第一扣压件、第二扣压件以及管接头,复合管体的连接端由内而外翻折形成翻边部;第一扣压件箍紧于复合管体外,翻边部压接于第一扣压件上;第二扣压件箍紧于翻边部的外侧;管接头设置于复合管体的连接端,且包覆翻边部。还公开了一种复合管的生产方法,包括步骤:固定待加工的复合管;在靠近于复合管的端口侧套设第一扣压件,冷翻成型出翻边部压实第一扣压件;在翻边部外侧套设第二扣压件,使用扣压模具扣紧第一扣压件、翻边部以及第二扣压件;加热翻边部至热熔融状态;在翻边部注塑成型出管接头,本申请解决了传统耐高压增强型钢丝复合管出现钢丝抽丝的问题。
技术研发人员:郑术友,叶春健,杨明龙,罗强
受保护的技术使用者:康泰塑胶科技集团有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!