一种编织加强型软管及其制造方法与流程
本发明涉及管材领域,特别指一种软管。
背景技术:
1、目前,软管作为工业中的重要配件,在广大国家地区得到了充分的发展,既有以钢丝编织为主也有以高强度化学纤维长丝为主的软管。以钢丝为主的编织软管存在因软管过重、硬度高,不方便操作使用。所以,目前大量地使用高分子聚合物纤维作为编织层的软管。但是这种软管也具备大量的问题,参见中国发明专利公开说明书cn115076472a中背景技术所阐述的内容。
2、因此,cn115076472a公开了一种单聚物复合材料管,单聚合物复合材料管的基体和增强体来自相同的聚合物材料,热传导系数、比热容和热膨胀及收缩系数等热力学系数均相同或相近,具有优良的温度适用范围;在温度变化很大的条件下,管内部基体和增强体的热变形可保持一致,进而在高温和低温环境下,管都能保持优良的力学性能。但是这种方式的成本较高,而且当软管内层和外层均为同一材料制成,进行输送的流体材料范围有限,无法进行大规模应用。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,本发明提供一种编织加强型软管及其制造方法。
2、技术方案:一种编织加强型软管,包括:
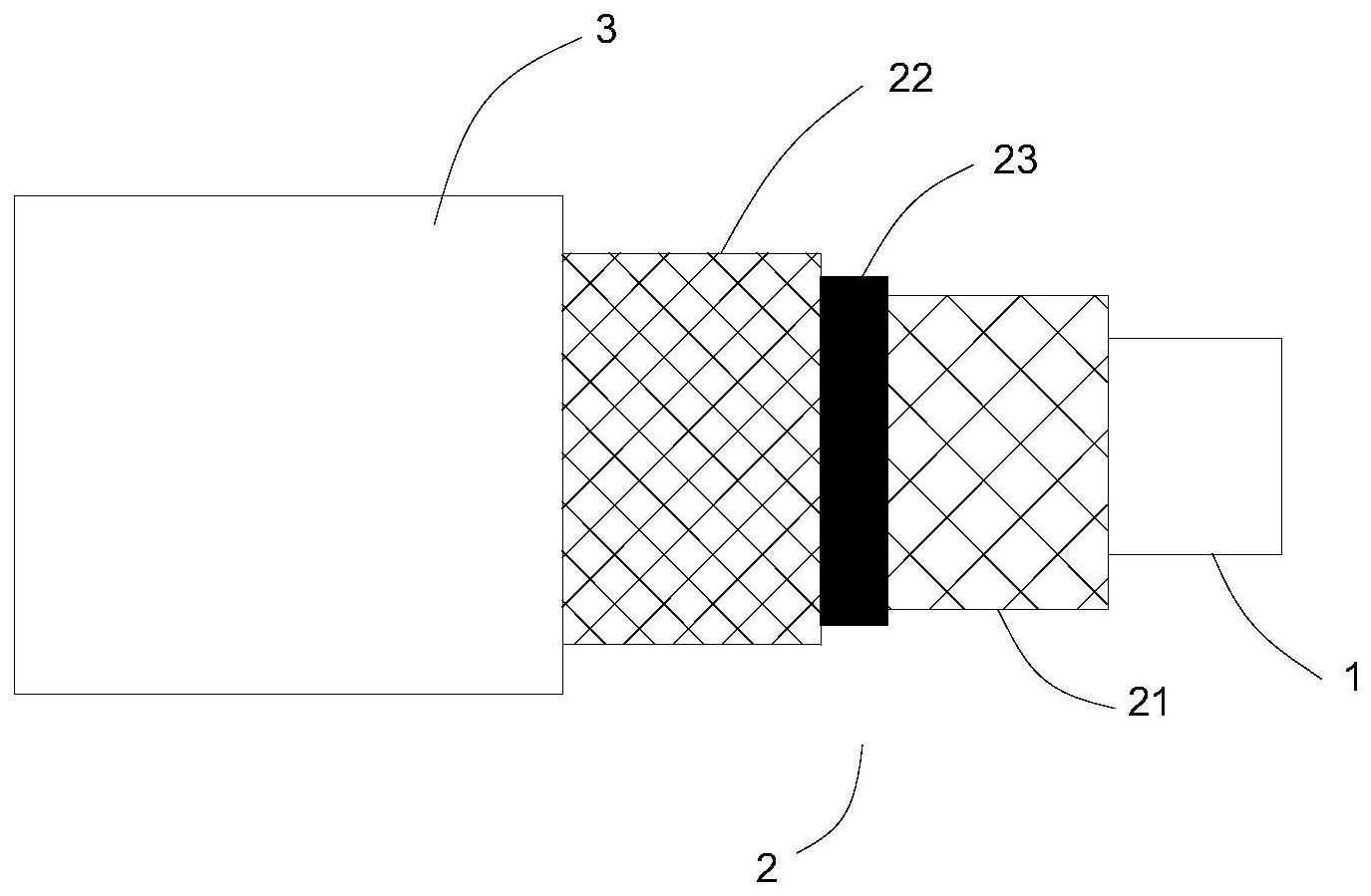
3、从内到外依次套设的内管层、编织层和外管层;
4、所述内管层由改性聚氯乙烯、聚乙烯、聚酰胺、热塑性聚氨酯弹性体橡胶或聚氨酯材料中的至少一种制成或复合而成:
5、所述编织层包括从内到外依次套设的第一编织层和第二编织层,所述第一编织层为与所述内管层任意化学式相同的聚合物材料编织而成;
6、所述第二编织层为涤纶长丝、腈纶、氨纶、芳纶纤维、聚酰亚胺纤维、聚酰胺酰亚胺纤维、聚苯并咪唑纤维、聚苯砜酰胺纤维、超高分子聚乙烯长丝中的至少两种复合材料纤维呈交叉编织而成;
7、所述外管层由改性聚氯乙烯、聚乙烯、聚酰胺、热塑性聚氨酯弹性体橡胶或聚氨酯中的至少两种复合而成;
8、所述第一编织层和所述内管层之间通过无缝热熔接,所述第二编织层和所述外管层之间通过树脂粘合剂胶粘连接,所述第一编织层和所述第二编织层之间还设有石墨层。
9、进一步地,所述第一编织层和所述第二编织层纬密均为45~95纬/10cm。
10、进一步地,所述第一编织层和所述第二编织层中的任一经纬线束和所述软管轴线方向呈53-58度的夹角。
11、进一步地,所述第一编织层和所述第二编织层的经纬线束夹角呈相互错开设置。
12、进一步地,所述石墨层为石墨烯涂料层。
13、一种编织加强型软管制造方法,包括以下步骤:
14、s1:挤出成型内管层;
15、s2:编织第一编织层,并将编制好的第一编织层无缝热熔接于内管层外表面;
16、s3:在第一编织层外涂覆石墨层;
17、s4:编制第二编织层,并将编制好的第二编织层套设于所述第一编织层外表面;
18、s5:在第二编织层外表面涂覆树脂粘合剂,并挤出成型外管层且形成套设于所述第二编织层外。
19、进一步地,所述石墨层为石墨烯涂料层。
20、进一步地,所述步骤s2和步骤s3之间,还包括如下步骤:
21、使用前以40~60rpm搅拌20~30分钟至石墨烯涂层涂料均匀无沉淀;
22、用200~250#的不锈钢过滤网进行过滤石墨烯涂层涂料。
23、进一步地,选用喷嘴直径为1.0~1.5mm的喷枪,喷涂压力为0.2~0.3mp,喷涂时控制喷嘴与基材的距离保持在15~30cm之间,石墨烯涂层涂料基材预热至35~40℃喷涂。
24、进一步地,石墨烯涂层涂料涂装结束,待涂料表面流平后,将涂覆所述石墨烯涂层的基材置于150±5℃干燥10分钟,再将温度升至250±5℃后干燥至少30分钟后进入步骤s4。
25、有益效果:通过将第一编织层和内管层统一设置为单聚合物复合材料管,基体和增强体来自相同的聚合物材料,基体和增强体的延展性能相近,管内部基体和增强体的变形可保持一致,进而在高温和低温环境下,管都能保持优良的力学性能,同时设置第二编织层则通过复合材料为第一编织层和内管层提供更加良好的强度性能,而且通过石墨层的设置,为第一编织层和第二编织层之间提供润滑,避免其他软管中各层之间完全通过胶粘导致的延展性能受阻的情况发生。
技术特征:
1.一种编织加强型软管,其特征在于,包括:
2.根据权利要求1所述的编织加强型软管,其特征在于,所述第一编织层和所述第二编织层纬密均为45~95纬/10cm。
3.根据权利要求1所述的编织加强型软管,其特征在于,所述第一编织层和所述第二编织层中的任一经纬线束和所述软管轴线方向呈53-58度的夹角。
4.根据权利要求3所述的编织加强型软管,其特征在于,所述第一编织层和所述第二编织层的经纬线束夹角呈相互错开设置。
5.根据权利要求3所述的编织加强型软管,其特征在于,所述石墨层为石墨烯涂料层。
6.一种如权利要求1-5中任一项所述的编织加强型软管制造方法,其特征在于,包括以下步骤:
7.根据权利要求6所述的软管制造方法,其特征在于,所述石墨层为石墨烯涂料层。
8.根据权利要求7所述的软管制造方法,其特征在于,所述步骤s2和步骤s3之间,还包括如下步骤:
9.根据权利要求8所述的编织加强型软管制造方法,其特征在于,选用喷嘴直径为1.0~1.5mm的喷枪,喷涂压力为0.2~0.3mp,喷涂时控制喷嘴与基材的距离保持在15~30cm之间,石墨烯涂层涂料基材预热至35~40℃喷涂。
10.根据权利要求6所述的编织加强型软管制造方法,其特征在于,石墨烯涂层涂料涂装结束,待涂料表面流平后,将涂覆所述石墨烯涂层的基材置于150±5℃干燥10分钟,再将温度升至250±5℃后干燥至少30分钟后进入步骤s4。
技术总结
本发明公开了一种编织加强型软管,包括:从内到外依次套设的内管层、编织层和外管层;所述编织层包括从内到外依次套设的第一编织层和第二编织层,所述第一编织层为与所述内管层任意化学式相同的聚合物材料编织而成;所述第一编织层和所述内管层之间通过无缝热熔接,所述第二编织层和所述外管层之间通过树脂粘合剂胶粘连接,所述第一编织层和所述第二编织层之间还设有石墨层。通过将第一编织层和内管层统一设置为单聚合物复合材料管,基体和增强体来自相同的聚合物材料,基体和增强体的延展性能相近,管内部基体和增强体的变形可保持一致,进而在高温和低温环境下,管都能保持优良的力学性能。本发明还提供了该编织加强型软管的制造方法。
技术研发人员:杨韫智,韦上茂
受保护的技术使用者:广东合力塑胶有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!