一种用于圆锥滚子轴承装配的收缩模具及其装配方法与流程
本发明属于圆锥滚子轴承装配的,具体涉及一种用于圆锥滚子轴承装配的收缩模具及其装配方法。
背景技术:
1、目前的圆锥滚子轴承的装配技术,首先向保持架的兜孔中装滚子,然后放入内圈,小批量生产时,采用手工方法进行,劳动量大,装滚子困难;另外由于圆锥滚子轴承的滚子,外圈、内圈滚道及保持架兜孔都是带有一定锥角的圆锥表面,所以装滚子时,滚子向保持架内径、外径处随意倾倒,操作者经常都是顾此失彼,手忙脚乱。
技术实现思路
1、为解决上述技术问题,本发明提供一种用于圆锥滚子轴承装配的收缩模具及其装配方法,圆锥滚子和内圈不与模具相接触,不会对滚子和内圈造成损害,涉及螺母进行限位,一次调整到位,实现批量加工,保证了轴承的正常工作和旋转灵活性。
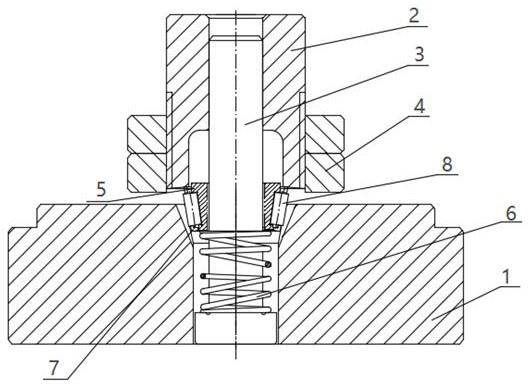
2、一种用于圆锥滚子轴承装配的收缩模具,包括上模、设置于上模下方的凹模、定位轴、待装配的保持架,其中所述凹模设有与定位轴下端直径相匹配的中腔,定位轴下端套设弹簧,卡装在凹模中腔里;上端套装在上模内部,顶部无接触;凹模的中腔顶部位置还设置有兜窝。
3、进一步地,所述上模开设有空腔,空腔直径所述定位轴上端直径相匹配。
4、进一步地,所述上模底部设置有斜面,其与保持架下部斜面相接触;所述上模中段位置还设置有螺母,所述螺母贯穿上模与定位轴设置于上模中段位置。
5、进一步地,所述兜窝之间设置有倾斜角度的斜肋面,其与保持架兜孔之间的肋接触。
6、进一步地,所述上模使用弹性材料制作。
7、进一步地,所述保持架采用低碳钢板冲压。
8、一种用于圆锥滚子轴承的装配方法,利用上述的用于圆锥滚子轴承装配的收缩模具来执行所述圆锥滚子轴承的轴承方法,所述圆锥滚子轴承包括待装配的圆锥滚子、待装配的内圈、待装配的保持架,所述用于圆锥滚子轴承的装配方法包括:
9、a:将底座、定位轴、滚子槽依次安装固定,放在平台上;
10、b:装入轴承内圈和保持架,将滚子顺着模具斜面进入保持架兜孔;
11、c:滚子装完后,套装上轴承外圈;
12、d:完成装滚子后,将保持架收缩模具放在工作台上,调整压力机形成,把装好滚子的内圈、保持架组合件放入凹模中;
13、e:将上模套装进定位轴,使上模压向保持架端面,使滚子、保持架、轴承内圈组合成为不可分离的灵活整体。
14、进一步地,滚子槽可设置为垫片。
15、进一步地,滚子槽可设置为定位套。
16、本发明提供的一种用于圆锥滚子轴承装配的收缩模具及其装配方法,圆锥滚子和内圈不与模具相接触,故不会压伤滚子和内圈,还设计了螺母进行限位,一次调整到位,就能批量加工,保证了轴承的正常工作和旋转灵活性;操作简单,操作者能迅速地完成装配过程,生产效率高,减轻了操作者的劳动强度,确保产品质量,极大地提高了生产效率,取得了极大经济效果,满足了生产需求。
技术特征:
1.一种用于圆锥滚子轴承装配的收缩模具,包括上模(2)、设置于上模(2)下方的凹模(1)、定位轴(3)、待装配的保持架(7),其特征在于:所述凹模(1)设有与定位轴(3)下端直径相匹配的中腔,定位轴(3)下端套设弹簧(6),卡装在凹模(1)中腔里;上端套装在上模(2)内部,顶部接触;凹模(1)的中腔顶部位置还设置有兜窝。
2.如权利要求1所述的用于圆锥滚子轴承装配的收缩模具,其特征在于:所述上模(2)开设有空腔,空腔直径所述定位轴(3)上端直径相匹配。
3.如权利要求2所述的用于圆锥滚子轴承装配的收缩模具,其特征在于:所述上模(2)底部设置有斜面,其与保持架(7)下部斜面相接触;所述上模(2)中段位置还设置有螺母(4),所述螺母(4)贯穿上模(2)与定位轴(3)设置于上模(2)中段位置。
4.如权利要求1所述的用于圆锥滚子轴承装配的收缩模具,其特征在于:所述兜窝之间设置有倾斜角度的斜肋面,其与保持架(7)兜孔之间的肋接触。
5.如权利要求1所述的用于圆锥滚子轴承装配的收缩模具,其特征在于:所述上模(2)使用弹性材料制作。
6.如权利要求1所述的用于圆锥滚子轴承装配的收缩模具,其特征在于:所述保持架(7)采用低碳钢板冲压。
7.一种用于圆锥滚子轴承的装配方法,其特征在于:利用如权利要求1-6中任一项所述的用于圆锥滚子轴承装配的收缩模具来执行所述圆锥滚子轴承的轴承方法,所述圆锥滚子轴承包括待装配的圆锥滚子(8)、待装配的内圈(5)、待装配的保持架(7),所述用于圆锥滚子轴承的装配方法包括:
8.如权利要求7所述的用于圆锥滚子轴承的装配方法,其特征在于:滚子槽可设置为垫片。
9.如权利要求7所述的用于圆锥滚子轴承的装配方法,其特征在于:滚子槽可设置为定位套。
技术总结
本发明公开了一种用于圆锥滚子轴承装配的收缩模具及其装配方法,该模具包括上模、设置于上模下方的凹模、定位轴、待装配的保持架,所述凹模设有与定位轴下端直径相匹配的中腔,定位轴下端套设弹簧,卡装在凹模中腔里;上端套装在上模内部,顶部无接触;凹模的中腔顶部位置还设置有兜窝;本模具设计合理,圆锥滚子和内圈不与模具相接触,故不会压伤滚子和内圈,还设计了螺母进行限位,一次调整到位,就能批量加工,保证了轴承的正常工作和旋转灵活性;操作简单,操作者能迅速地完成装配过程,生产效率高,减轻了操作者的劳动强度,确保产品质量,极大地提高了生产效率,取得了极大经济效果,满足了生产需求。
技术研发人员:李海佳,赵先竹,胡晓童,杨岳飞
受保护的技术使用者:贵州天马虹山轴承有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!