一种免热处理的铝硅合金汽车铸件及铸造方法与流程
本发明涉及汽车铸件,特别涉及一种免热处理的铝硅合金汽车铸件及铸造方法。
背景技术:
1、铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
2、刹车盘是常见的汽车铸件之一。现有刹车盘在长时间使用后,刹车盘盘面会由于长期磨损而光滑,降低摩擦系数,存在安全隐患,且为了提高刹车盘的散热性能,通常在刹车盘盘面上开设有散热孔,降低了盘体结构强度。
3、因此,提出一种免热处理的铝硅合金汽车铸件及铸造方法来解决上述问题很有必要。
技术实现思路
1、本发明的目的在于提供一种免热处理的铝硅合金汽车铸件及铸造方法,以解决上述背景技术中提出现有刹车盘在长时间使用后,刹车盘盘面会由于长期磨损而光滑,降低摩擦系数,存在安全隐患,且为了提高刹车盘的散热性能,通常在刹车盘盘面上开设有散热孔,降低了盘体结构强度的问题。
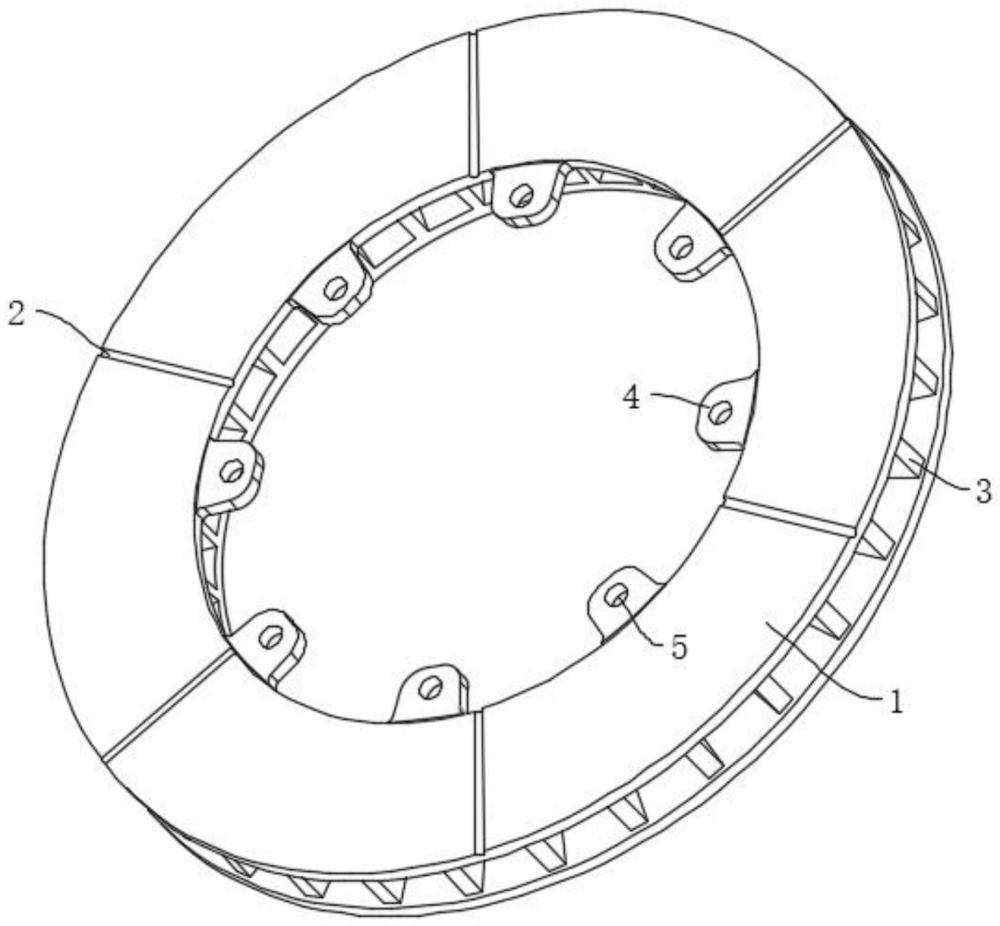
2、为实现上述目的,本发明提供如下技术方案:一种免热处理的铝硅合金汽车铸件,包括圆环,所述圆环设置为两个,两个圆环同轴设置,两个圆环相互远离的一面上均开设有导流槽,所述导流槽设置为多个,多个导流槽围绕圆环的轴心均匀分布,两个圆环之间固定连接有加强筋,所述加强筋设置为多个,多个加强筋围绕圆环的轴心均匀分布,相邻两个加强筋预留有进风间隙。
3、优选的,其中一个圆环的内圈上固定连接有定位块,所述定位块设置为多个,多个定位块围绕圆环的轴心均匀分布,所述定位块的内部开设有螺纹孔。
4、本发明还公开一种免热处理的铝硅合金汽车铸件的铸造方法,包括以下步骤:
5、s1、备料:将铝硅合金固体物料熔化成液体,搅拌均匀后除气精炼;
6、s2、浇注:将精炼后的溶液,注入成型模具中,冷却后开模得到铸件;
7、s3、打磨:采用砂轮机打磨,磨掉飞边、毛刺、多肉和浇冒口残余部分。
8、本发明还公开一种免热处理的铝硅合金汽车铸件用的成型装置,包括底板,所述底板的上方设置有底座,所述底座的顶部开设有方槽,所述方槽的底部开设有放置槽,所述底座的内部开设有环腔,所述环腔围绕在放置槽的外侧,所述底板的上方设置有与环腔配合的循环水冷组件。
9、优选的,所述循环水冷组件包括第一液管、第二液管、泵体、第三液管和冷却箱,所述泵体与冷却箱均固定连接在底板的上表面,所述第一液管的一端与环腔连通,所述第一液管的另一端与泵体进水端连通,所述第三液管的一端与泵体出水端连通,所述第三液管的另一端与冷却箱连通,所述第二液管的一端与环腔连通,所述第二液管的另一端与冷却箱连通。
10、优选的,所述放置槽的内部卡合连接有底模,所述底模的底部开设有圆口,所述圆口的内部卡合连接有顶块,所述底座的下方设置有与顶块配合的挤压组件。
11、优选的,所述挤压组件包括u型架和电动推杆,所述u型架固定连接在底座的下表面,所述电动推杆固定连接在u型架的底部,所述u型架的内部开设有供电动推杆伸缩端穿过的圆孔,所述顶块固定连接在电动推杆的伸缩端上。
12、优选的,所述底座底部的两端均固定连接有支撑块,所述支撑块的底部固定连接在底板上。
13、优选的,所述底座的上方设置有顶板,所述顶板的四角处均贯通开设有圆槽,所述圆槽的内部滑动连接有滑柱,所述滑柱的底部固定连接在底座上,所述顶板的下表面固定连接有压板,所述压板与方槽配合。
14、优选的,所述顶板的内部开设有注料口。
15、本发明的技术效果和优点:
16、1、设置导流槽,保证圆环外侧面较长时间内始终处于凹凸不平的状态,保证刹车盘铸件的制动效果;且导流槽贯穿圆环整个面部,能够对雨水快速的导流,避免雨水堆积,提高行车安全;
17、2、设置有多个围绕圆环的轴心均匀分布的加强筋,且相邻两个加强筋预留有进风间隙,在保证刹车盘结构强度的同时,还具备散热的作用;
18、3、向底模内部注入高温状态的铝硅合金溶液,铝硅合金溶液的热量会通过底模传导至环腔内部的水,使得环腔内部的水温上升。泵体通过第一液管对环腔内部升温的水进行抽吸,并由第三液管输送至冷却箱的内部快速冷却,然后再输送至环腔的内部,进而提高铝硅合金溶液的冷却降温速度,使其迅速冷却成型;
19、4、电动推杆的伸缩端伸出,通过顶块将成型后的铸件由底模的内部顶出,提高加工的效率。
技术特征:
1.一种免热处理的铝硅合金汽车铸件,包括圆环(1),其特征在于:所述圆环(1)设置为两个,两个圆环(1)同轴设置,两个圆环(1)相互远离的一面上均开设有导流槽(2),所述导流槽(2)设置为多个,多个导流槽(2)围绕圆环(1)的轴心均匀分布,两个圆环(1)之间固定连接有加强筋(3),所述加强筋(3)设置为多个,多个加强筋(3)围绕圆环(1)的轴心均匀分布,相邻两个加强筋(3)预留有进风间隙。
2.根据权利要求1所述的一种免热处理的铝硅合金汽车铸件,其特征在于:其中一个圆环(1)的内圈上固定连接有定位块(4),所述定位块(4)设置为多个,多个定位块(4)围绕圆环(1)的轴心均匀分布,所述定位块(4)的内部开设有螺纹孔(5)。
3.根据权利要求1-2任意一项所述的一种免热处理的铝硅合金汽车铸件,现提出一种免热处理的铝硅合金汽车铸件的铸造方法,其特征在于:该免热处理的铝硅合金汽车铸件的铸造方法,包括以下步骤:
4.根据权利要求3所述的一种免热处理的铝硅合金汽车铸件的铸造方法,现提出一种免热处理的铝硅合金汽车铸件用的成型装置,包括底板(6),其特征在于:所述底板(6)的上方设置有底座(7),所述底座(7)的顶部开设有方槽(8),所述方槽(8)的底部开设有放置槽(9),所述底座(7)的内部开设有环腔(10),所述环腔(10)围绕在放置槽(9)的外侧,所述底板(6)的上方设置有与环腔(10)配合的循环水冷组件。
5.根据权利要求4所述的一种免热处理的铝硅合金汽车铸件用的成型装置,其特征在于:所述循环水冷组件包括第一液管(15)、第二液管(16)、泵体(17)、第三液管(18)和冷却箱(19),所述泵体(17)与冷却箱(19)均固定连接在底板(6)的上表面,所述第一液管(15)的一端与环腔(10)连通,所述第一液管(15)的另一端与泵体(17)进水端连通,所述第三液管(18)的一端与泵体(17)出水端连通,所述第三液管(18)的另一端与冷却箱(19)连通,所述第二液管(16)的一端与环腔(10)连通,所述第二液管(16)的另一端与冷却箱(19)连通。
6.根据权利要求5所述的一种免热处理的铝硅合金汽车铸件用的成型装置,其特征在于:所述放置槽(9)的内部卡合连接有底模(11),所述底模(11)的底部开设有圆口(24),所述圆口(24)的内部卡合连接有顶块(12),所述底座(7)的下方设置有与顶块(12)配合的挤压组件。
7.根据权利要求6所述的一种免热处理的铝硅合金汽车铸件用的成型装置,其特征在于:所述挤压组件包括u型架(13)和电动推杆(14),所述u型架(13)固定连接在底座(7)的下表面,所述电动推杆(14)固定连接在u型架(13)的底部,所述u型架(13)的内部开设有供电动推杆(14)伸缩端穿过的圆孔,所述顶块(12)固定连接在电动推杆(14)的伸缩端上。
8.根据权利要求4所述的一种免热处理的铝硅合金汽车铸件用的成型装置,其特征在于:所述底座(7)底部的两端均固定连接有支撑块(25),所述支撑块(25)的底部固定连接在底板(6)上。
9.根据权利要求4所述的一种免热处理的铝硅合金汽车铸件用的成型装置,其特征在于:所述底座(7)的上方设置有顶板(21),所述顶板(21)的四角处均贯通开设有圆槽,所述圆槽的内部滑动连接有滑柱(20),所述滑柱(20)的底部固定连接在底座(7)上,所述顶板(21)的下表面固定连接有压板(22),所述压板(22)与方槽(8)配合。
10.根据权利要求4所述的一种免热处理的铝硅合金汽车铸件用的成型装置,其特征在于:所述顶板(21)的内部开设有注料口(23)。
技术总结
本发明公开了一种免热处理的铝硅合金汽车铸件及铸造方法,涉及到汽车铸件技术领域,包括圆环,所述圆环设置为两个,两个圆环同轴设置,两个圆环相互远离的一面上均开设有导流槽,所述导流槽设置为多个,多个导流槽围绕圆环的轴心均匀分布,两个圆环之间固定连接有加强筋,所述加强筋设置为多个,多个加强筋围绕圆环的轴心均匀分布,相邻两个加强筋预留有进风间隙,多个定位块围绕圆环的轴心均匀分布。该免热处理的铝硅合金汽车铸件,设置导流槽,保证圆环外侧面较长时间内始终处于凹凸不平的状态,保证刹车盘铸件的制动效果;且导流槽贯穿圆环整个面部,能够对雨水快速的导流,避免雨水堆积,提高行车安全。
技术研发人员:冯义成,陈伟
受保护的技术使用者:江苏嘉恒有色金属制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!