一种平板类金属零件胶接定位的方法与流程
本发明属于金属结构胶接定位的,具体涉及一种平板类金属零件胶接定位的方法。
背景技术:
1、对于平板类金属结构胶接零件的胶接,加强片需要在蒙皮零件上定位,然后固化。现有的技术是采用在加强片和蒙皮对应净边线外均设计工艺耳片孔,工装上对应位置设计销钉孔,采用销钉将蒙皮和加强片固定在工装上进行定位,然后进热压罐进行固化。因此每个胶接组件都只能使用专用工装,同样的零件每一次只能生产1件,一套专用工装上有2-4个胶接组件的。一旦由于钣金零件生产配套不齐,专用工装上的多个零件就会因零件不配套导致工装不满载固化,生产效率低,导致热压罐的使用效率低。同时采用专用工装,工装数量多,工装周转困难,占大量的存放空间。
技术实现思路
1、本发明的目的在于提供一种平板类金属零件胶接定位的方法,旨在解决上述问题。
2、本发明主要通过以下技术方案实现:
3、一种平板类金属零件胶接定位的方法,包括加强片、蒙皮,所述加强片和蒙皮对应边线外均设计有耳片,耳片上插装有销钉;所述加强片与蒙皮之间铺放胶接用胶膜,用胶带缠绕耳片使销钉固定;然后封装真空袋,完成组装,然后进行后续胶接件固化。
4、为了更好地实现本发明,进一步地,包括以下步骤:
5、步骤s100:先将蒙皮铺放在胶接工装上;
6、步骤s200:在加强片上铺叠胶接用胶膜,铺叠完胶膜后,将蒙皮放置到胶接工装上,再把加强片放在蒙皮上;
7、步骤s300:采用原蒙皮和加强片上的耳片孔进行定位,采用销钉插入加强片和蒙皮的耳片孔中,且销钉头朝上;
8、步骤s400:再用胶带缠绕住加强片和蒙皮的耳片,胶带缠绕不超过4层,得到定位好的组件;
9、步骤s500:将步骤s400中定位好的组件,平整的放在平板胶接工装上,以进行后续的固化操作。
10、为了更好地实现本发明,进一步地,所述步骤s200中,在加强片上铺叠胶膜,对于面积大的区域需要放一层定位织物便于导气;检查胶膜是否有气泡,若有气泡,则需要用针扎破气泡处进行排气。
11、为了更好地实现本发明,进一步地,所述步骤s300中,所述销钉的长度比蒙皮与加强片的厚度和高出1-2mm,所述销钉的底部平整,以保证与胶接工装之间平面接触。
12、为了更好地实现本发明,进一步地,所述步骤s500中,在胶接件上依次放置一层可剥布、无孔隔离膜、透气毡和真空袋,使用腻子条封装真空袋,抽真空。
13、为了更好地实现本发明,进一步地,再用真空表检查真空度是否满足要求,若满足要求,则可将胶接工装放进热压罐进行后续胶接件固化。
14、本发明的有益效果如下:
15、本发明采用特制销钉插入平板类金属胶接零件的耳片孔定位,同时用胶带固定加强片和蒙皮,零件和工装之间不再使用销钉孔进行固定定位,因此可以采用通用平板胶接工装,减少专用工装的数量,节约占用的厂房空间,同时可以提高铺叠效率和进罐效率约30%以上,有效提高了生产效率,具有较好的实用性。
技术特征:
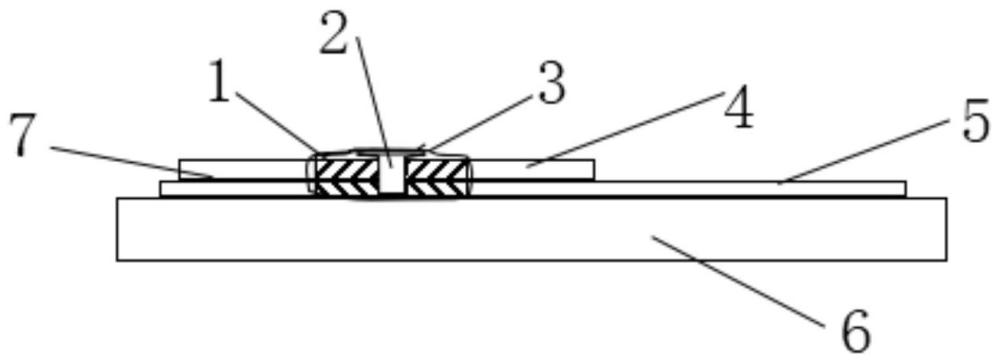
1.一种平板类金属零件胶接定位的方法,包括加强片(4)、蒙皮(5),所述加强片(4)和蒙皮(5)对应边线外均设计有耳片(1),耳片(1)上插装有销钉(2);其特征在于,所述加强片(4)与蒙皮(5)之间铺放胶接用胶膜(7),用胶带(3)缠绕耳片(1)使销钉(2)固定;封装真空袋,完成组装,然后进行后续胶接件固化。
2.根据权利要求1所述的一种平板类金属零件胶接定位的方法,其特征在于,包括以下步骤:
3.根据权利要求2所述的一种平板类金属零件胶接定位的方法,其特征在于,所述步骤s200中,在加强片(4)上铺叠胶膜(7),对于面积大的区域需要放一层定位织物便于导气;检查胶膜(7)是否有气泡,若有气泡,则需要用针扎破气泡处进行排气。
4.根据权利要求2所述的一种平板类金属零件胶接定位的方法,其特征在于,所述步骤s300中,所述销钉(2)的长度比蒙皮(5)与加强片(4)的厚度和高出1-2mm,所述销钉(2)的底部平整,以保证与胶接工装(6)之间平面接触。
5.根据权利要求2所述的一种平板类金属零件胶接定位的方法,其特征在于,所述步骤s500中,在胶接件上依次放置一层可剥布、无孔隔离膜、透气毡和真空袋,使用腻子条封装真空袋,抽真空。
6.根据权利要求5所述的一种平板类金属零件胶接定位的方法,其特征在于,再用真空表检查真空度是否满足要求,若满足要求,则可将胶接工装(6)放进热压罐进行后续胶接件固化。
技术总结
本发明公开了一种平板类金属零件胶接定位的方法,包括加强片、蒙皮,所述加强片和蒙皮对应边线外均设计有耳片,耳片上插装有销钉;所述加强片与蒙皮之间铺放胶接用胶膜,用胶带缠绕耳片使销钉固定;然后封装真空袋,完成组装,然后进行后续胶接件固化。本发明采用特制销钉插入平板类金属胶接零件的耳片孔定位,同时用胶带固定加强片和蒙皮,零件和工装之间不再使用销钉孔进行固定定位,因此可以采用通用平板胶接工装,减少专用工装的数量,节约占用的厂房空间,同时可以提高铺叠效率和进罐效率约30%以上,有效提高了生产效率,具有较好的实用性。
技术研发人员:闫雷鸽,祝君军,姜钧,成烨
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!