一种工件自动化粘接工装及操作方法与流程
本发明属于工件粘接,具体为一种工件自动化粘接工装及操作方法。
背景技术:
1、在汽车、电器和各类机械设备等领域均会应用到工件,这些工件有时只能作为某一组件的配件,组装后才能使用,例如两种工件之间相互粘接,从而组装成可安装的工件,现有的工件自动化粘接工装在使用的过程中虽然能够完成将两件工件自动化粘接,但是一般是通过人为将工件安装固定好后,通过驱动设备推动另一件工件直接进行粘接,这会导致二者的粘接位置出现偏移,存在粘接精度低的问题,难以保证粘接后工件的质量。
技术实现思路
1、本发明的目的在于提供一种工件自动化粘接工装及操作方法,以解决上述背景技术中提出的问题。
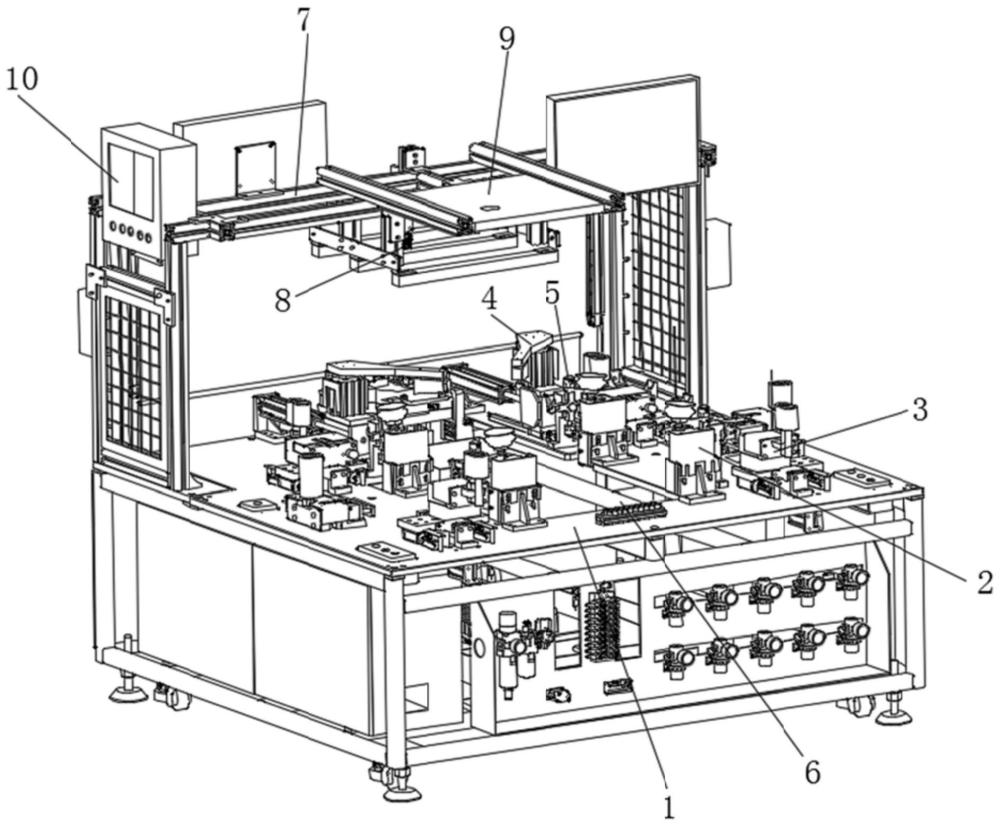
2、为了实现上述目的,本发明提供如下技术方案:一种工件自动化粘接工装及操作方法,一种工件自动化粘接工装及操作方法,包括工作台,所述工作台的顶部等距固定安装有可吸附在工件底部的吸附机构,所述工作台的顶部固定安装有可对工件四周进行夹持固定的夹持机构,所述工作台的顶部固定安装有下压在工件顶部的下压机构,所述工作台的顶部固定连接有用于支撑工件支撑机构;
3、所述工作台顶部的中部开设有矩形口,所述工作台上固定连接有支架,所述支架的顶部固定连接有打光板,所述支架的底部固定安装有第一相机,通过所述第一相机可检查工件的安装位置和角度,所述支架上固定安装有伺服控制器,所述矩形口的内部固定连接有打光箱,所述打光箱的内部固定安装有第二相机,所述工作台的顶部固定安装有位置调节机构,所述位置调节机构的顶部固定安装有位于第一相机下方的安装座,通过所述位置调节机构可对安装在安装座上的工件位置移动调节。
4、优选地,所述吸附机构包括第一气缸,所述第一气缸上固定连接有吸附于工件底部的吸盘,所述第一气缸固定安装在工作台上,通过所述吸盘可对放置的工件吸附固定。
5、优选地,所述夹持机构包括第二气缸,所述第二气缸上固定连接有连接座,所述连接座的顶部固定连接有定位导轮,所述第二气缸固定安装在工作台上;
6、所述定位导轮采用pu材质制成。
7、优选地,所述下压机构包括第三气缸,所述工作台上固定安装有滑轨,所述第三气缸上固定连接有沿着滑轨上滑动的移动座,所述移动座上固定连接有第四气缸,所述第四气缸上固定连接有下压板,所述下压板的底部固定安装有压块,所述第三气缸固定安装在工作台的顶部,所述第四气缸驱动下压板下压。
8、优选地,所述支撑机构包括支撑板,所述支撑板上固定安装有锁盘,所述锁盘的中部贯穿有安装口,所述安装口的中部插入有插杆,所述锁盘上开设有收缩缝,所述锁盘上开设有螺孔,所述螺孔的内部螺纹连接有螺杆,所述螺杆的外部固定连接有把手,所述插杆上固定安装有十字板,所述十字板的顶部固定连接有第一顶升座,所述十字板的底部固定连接有第二顶升座,所述第一顶升座与第二顶升座上均固定安装有顶球,所述支撑板上端的外侧开设有卡槽,所述支撑板固定安装在工作台顶部。
9、优选地,所述第二顶升座的长度值大于第一顶升座的长度值,所述顶球采用尼龙材料制成。
10、优选地,所述位置调节机构包括底板,所述底板上固定安装有y直线模组,所述y直线模组上固定连接有移动板,所述移动板上固定安装有x直线模组,所述x直线模组上固定连接有框架,所述框架的内部固定安装有电机,所述电机上固定连接有与框架活动连接的转动板,所述转动板上等距固定安装有第五气缸,所述第五气缸的顶部固定连接有安装台,所述底板固定安装有工作台的顶部,所述安装座采用螺栓固定安装在安装台的顶部,所述安装台的下方固定安装有第六气缸,所述第六气缸上固定连接有夹爪。
11、优选地,所述底板的两端均固定连接有第一挡板,所述第一挡板的上端固定连接有第一限位杆,所述移动板上固定安装有第一限位块;
12、所述移动板的两端均固定连接有第二挡板,所述第二挡板的上端固定连接有第二限位杆,所述框架的下端固定安装有第二限位块;
13、所述框架上固定安装有第三档板,所述第三档板上固定连接有第三限位杆,所述转动板的外侧固定安装有第三限位块。
14、一种工件自动化粘接工装的操作方法,其特征在于:包括如下步骤
15、步骤一:将一工件放置在支撑机构上,利用夹持机构对中夹紧定位,利用吸附机构进行吸附,利用下压机构下压固定;
16、步骤二:将需要粘接的另一工件安装在安装座上;
17、步骤三:通过位置调节机构伺服控制工件移动至第一相机的下方,进行拍照,底涂检查;
18、步骤四:通过第二相机对固定的工件拍照,进行底涂检查,并引导定位;
19、步骤五:通过位置调节机构伺服控制工件移动至被固定工件的下方,再通过第二相机拍照检测,并传输至伺服系统,测量尺寸,进行校准;
20、步骤六:校准后,可通过第五气缸将工件顶起与被固定的工件进行精准粘接;
21、步骤七:取下粘接后的工件。
22、本发明的有益效果如下:
23、1、本发明通过夹持机构从四周对工件进行对中夹紧定位,通过吸附机构吸附工件的底部,再利用下压机构压紧工件,固定稳固,有利于粘接工序正常粘接。
24、2、本发明通过通过x直线模组、y直线模组和电机来自动调整所需粘接工件的x/y位置和所粘接工件的相对角度c的位置,精确的位置角度尺寸是通过视觉检测后,计算出检测数据传输给控制系统,指引进行自动调节,确保二者的粘接位置较精准,提高粘接质量。
25、3、本发明通过调节切换第一顶升座和第二顶升座,以便适用机种对应切换工作,双机种工作;通过第六气缸带动夹爪可将安装在安装座上的工件夹紧固定,需要切换不同机种时,可通过第六气缸带动夹爪退回,方便双机种的切换,实现换膜,切换机种。
技术特征:
1.一种工件自动化粘接工装,包括工作台(1),其特征在于:所述工作台(1)的顶部等距固定安装有可吸附在工件底部的吸附机构(2),所述工作台(1)的顶部固定安装有可对工件四周进行夹持固定的夹持机构(3),所述工作台(1)的顶部固定安装有下压在工件顶部的下压机构(4),所述工作台(1)的顶部固定连接有用于支撑工件支撑机构(5);
2.根据权利要求1所述的一种工件自动化粘接工装,其特征在于:所述吸附机构(2)包括第一气缸(201),所述第一气缸(201)上固定连接有吸附于工件底部的吸盘(202),所述第一气缸(201)固定安装在工作台(1)上,通过所述吸盘(202)可对放置的工件吸附固定。
3.根据权利要求1所述的一种工件自动化粘接工装,其特征在于:所述夹持机构(3)包括第二气缸(301),所述第二气缸(301)上固定连接有连接座(302),所述连接座(302)的顶部固定连接有定位导轮(303),所述第二气缸(301)固定安装在工作台(1)上;
4.根据权利要求1所述的一种工件自动化粘接工装,其特征在于:所述下压机构(4)包括第三气缸(401),所述工作台(1)上固定安装有滑轨(403),所述第三气缸(401)上固定连接有沿着滑轨(403)上滑动的移动座(402),所述移动座(402)上固定连接有第四气缸(404),所述第四气缸(404)上固定连接有下压板(405),所述下压板(405)的底部固定安装有压块(406),所述第三气缸(401)固定安装在工作台(1)的顶部,所述第四气缸(404)驱动下压板(405)下压。
5.根据权利要求1所述的一种工件自动化粘接工装,其特征在于:所述支撑机构(5)包括支撑板(501),所述支撑板(501)上固定安装有锁盘(502),所述锁盘(502)的中部贯穿有安装口(503),所述安装口(503)的中部插入有插杆(504),所述锁盘(502)上开设有收缩缝(505),所述锁盘(502)上开设有螺孔(513),所述螺孔(513)的内部螺纹连接有螺杆(512),所述螺杆(512)的外部固定连接有把手(506),所述插杆(504)上固定安装有十字板(508),所述十字板(508)的顶部固定连接有第一顶升座(509),所述十字板(508)的底部固定连接有第二顶升座(510),所述第一顶升座(509)与第二顶升座(510)上均固定安装有顶球(511),所述支撑板(501)上端的外侧开设有卡槽(507),所述支撑板(501)固定安装在工作台(1)顶部。
6.根据权利要求5所述的一种工件自动化粘接工装,其特征在于:所述第二顶升座(510)的长度值大于第一顶升座(509)的长度值,所述顶球(511)采用尼龙材料制成。
7.根据权利要求1所述的一种工件自动化粘接工装,其特征在于:所述位置调节机构(14)包括底板(141),所述底板(141)上固定安装有y直线模组(142),所述y直线模组(142)上固定连接有移动板(143),所述移动板(143)上固定安装有x直线模组(144),所述x直线模组(144)上固定连接有框架(145),所述框架(145)的内部固定安装有电机(146),所述电机(146)上固定连接有与框架(145)活动连接的转动板(147),所述转动板(147)上等距固定安装有第五气缸(148),所述第五气缸(148)的顶部固定连接有安装台(149),所述底板(141)固定安装有工作台(1)的顶部,所述安装座(11)采用螺栓固定安装在安装台(149)的顶部,所述安装台(149)的下方固定安装有第六气缸(1410),所述第六气缸(1410)上固定连接有夹爪(1411)。
8.根据权利要求7所述的一种工件自动化粘接工装,其特征在于:所述底板(141)的两端均固定连接有第一挡板(1421),所述第一挡板(1421)的上端固定连接有第一限位杆(1422),所述移动板(143)上固定安装有第一限位块(1423);
9.一种如权利要求1-8任意一条所述的工件自动化粘接工装,其特征在于:包括如下步骤
技术总结
本发明属于工件粘接技术领域,且公开了一种工件自动化粘接工装及操作方法,包括工作台,所述工作台的顶部等距固定安装有可吸附在工件底部的吸附机构,所述工作台的顶部固定安装有可对工件四周进行夹持固定的夹持机构。本发明通过夹持机构从四周对工件进行对中夹紧定位,通过吸附机构吸附工件的底部,再利用下压机构压紧工件,固定稳固,有利于粘接工序正常粘接,本发明通过通过X直线模组、Y直线模组和电机来自动调整所需粘接工件的X/Y位置和所粘接工件的相对角度C的位置,精确的位置角度尺寸是通过视觉检测后,计算出检测数据传输给控制系统,指引进行自动调节,确保二者的粘接位置较精准,提高粘接质量。
技术研发人员:卢贤磊,叶渡英
受保护的技术使用者:占朗智能科技(上海)有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!