树脂板粘接于料座上的机构的制作方法
本技术涉及树脂板加工领域,特别涉及一种树脂板粘接于料座上的机构。
背景技术:
1、树脂板在加工之前需要将成垛的树脂板进行上料,然后取一片树脂板放置到点好胶的料座上,使得树脂板粘接在料座上。
2、现有的树脂板上料是人工将成垛的树脂板推到上料的位置,此种操作方法会出现树脂板定位不准确的问题,因此会导致粘接位置不准确。
技术实现思路
1、为克服上述缺点,本实用新型的目的在于提供一种使用弹夹上料、带动弹夹移动到指定位置、使得树脂板定位准确的树脂板粘接于料座上的机构。
2、为了达到以上目的,本实用新型采用的技术方案是:树脂板粘接于料座上的机构包括传输组件,所述传输组件用于带动料座移动到不同的工位,本申请中所述传输组件带动料座分别移动到点胶工位、树脂板与料座的粘接工位和树脂板的位置纠正工位。所述传输组件包括用于带动料座传动的传输链和驱动传输链传动的动力部件。所述传输组件的一侧设置有树脂板上料组件。所述传输组件的上方设置有用于将树脂板上料组件上的树脂板搬运到料座上的搬运组件,所述搬运组件每次吸取一片树脂板并带动树脂板移动到点好胶的料座上进行粘接。所述传输组件上位于搬运组件的下方设置有用于顶升料座的第一顶升组件,所述第一顶升组件用于在树脂板和料座需要粘接时将料座顶起,防止影响传输组件的传输。所述传输组件的首端设置有点胶组件(图中未示出),所述点胶组件用于在料座上点胶。
3、所述弹夹为放置成垛的树脂板的工装。
4、所述树脂板上料组件包括用于带动弹夹纵向移动的纵向移动组件,所述纵向移动组件用于带动弹夹从外部输送设备上移动到上料组件上。所述纵向移动组件的下方设置有用于驱动纵向移动组件横向移动的横向移动组件,所述横向移动组件用于带动纵向移动组件从而带动弹夹横向移动,使得装有树脂板的弹夹移动到搬运组件的下方,便于搬运组件搬运树脂板。
5、原来的树脂板上料位是人工将成垛的树脂板推动到上料位,存在定位不准确的问题,从而导致树脂板上料的位置不准确。本申请中使用纵向驱动组件和横向驱动组件驱动弹夹上料,一方面弹夹移动的位置准确,使得树脂板上料的位置准确,另一方面可以直接与外部传输设备连接,实现自动上料,节省人力,提高了工作效率。
6、工作原理:
7、首先外部设备将弹夹输送到树脂板上料组件上;所述传输组件带动料座传动到点胶组件处,所述点胶组件在料座上点胶,然后所述传输组件带动料座继续传动;同时所述搬运组件从弹夹内吸取一个树脂板并带动树脂板移动到点胶后的料座上实现粘接。
8、本申请中使用纵向驱动组件和横向驱动组件驱动弹夹上料,一方面弹夹移动的位置准确,使得树脂板上料的位置准确,另一方面可以直接与外部传输设备连接,实现自动上料,节省人力,提高了工作效率。本申请中实现了自动点胶、自动将树脂板和料座粘接在一起,代替了人工操作,降低了人工成本。
9、进一步的是:所述纵向移动组件设置有多组,多组所述纵向移动组件固定在同一个固定板上;多组所述纵向移动组件并排设置,每组纵向移动组件传输一个弹夹,设置多组纵向移动组件可以上料多个弹夹,一次可以上料更多的树脂板。所述纵向移动组件的组数根据实际需要进行设置,所述纵向移动组件的组数可以是三组、四组或五组,本申请中所述纵向移动组件设置四组。各组所述纵向移动组件包括固定框,所述固定框上转动连接有多个滚筒,所述滚筒用于带动弹夹进行纵向移动。
10、进一步的是:所述纵向移动组件的末端设置有用于检测是否有弹夹的第一传感器。所述树脂板粘接于料座上的机构还包括控制器,所述控制器与第一传感器电气连接。所述第一传感器用于检测弹夹是否移动到指定位置。
11、进一步的是:所述固定板上位于纵向移动组件的首端设置有阻挡气缸,所述阻挡气缸在弹夹移动到位时阻挡弹夹纵向移动,防止弹夹纵向滚出。
12、进一步的是:所述固定板上位于纵向移动组件处设置有用于检测弹夹上是否有树脂板的第二传感器,所述第二传感器用于检测弹夹内是否有树脂板,当第二传感器检测到对应的弹夹内没有树脂板时,所述横向移动组件驱动纵向移动组件向图2中左侧移动,使得右侧相邻的装有树脂板的弹夹与搬运组件对应,便于搬运组件搬运树脂板。
13、进一步的是:所述搬运组件包括海绵吸盘,所述海绵吸盘的一侧设置有用于固定海绵吸盘的固定座,所述固定座的一侧设置有用于驱动海绵吸盘上下移动和左右移动的伺服模组。使用海绵吸盘吸树脂板在压到树脂板后可以继续行进一段距离,使得吸盘与树脂板吸的更牢固。
14、进一步的是:所述固定座上固定连接有导向套,所述海绵吸盘上设置有导向柱,所述导向柱设置在导向套内且沿着导向套上下滑动,所述导向柱的外表面位于导向套和海绵吸盘之间设置有弹簧,所述弹簧起缓冲作用。所述导向柱的上端面上固定连接有限位板,所述固定座上位于限位板的一侧设置有用于检测限位板是否移动到指定位置的第三传感器,所述第三传感器与控制器电气连接。所述第三传感器用于检测限位板是否移动到指定位置。当海绵吸盘接触到树脂板后继续向下移动时所述导向柱相对导向套向上移动,从而带动限位板向上移动,当第三传感器检测到向上移动的限位板时说明海绵吸盘向下移动到位,此时所述第三传感器发出信号给控制器,所述控制器控制伺服模组停止驱动海绵吸盘向下移动。
15、进一步的是:所述第一顶升组件包括对称设置的顶升气缸,对称设置的顶升气缸使得料座顶升或下降的更稳定。本申请中在传输组件的内侧和外侧各对称设置一组顶升气缸,使得顶升平稳的同时防止料座被顶升变形。
16、进一步的是:所述传输组件的末端设置有用于纠正树脂板位置的纠正组件,所述纠正组件的下方设置有第二顶升组件,所述第二顶升组件用于顶升料座,使得料座脱离传输组件,防止影响传输组件传输。所述纠正组件用于纠正树脂板在料座上的位置,防止树脂板与料座粘接错位。
17、进一步的是:所述纠正组件包括对称设置在传输组件两侧的连接板,各个所述连接板上固定连接有夹紧气缸,所述夹紧气缸的两个驱动端上均固定连接有夹紧板,所述夹紧气缸上设置有顶紧气缸,所述夹紧气缸驱动两个夹紧板夹紧树脂板的两侧,防止树脂板的两侧错位;所述顶紧气缸用于顶紧树脂板的两端,防止树脂板的两端错位。
18、本实用新型的有益效果是,本申请中使用纵向驱动组件和横向驱动组件驱动弹夹上料,一方面弹夹移动的位置准确,使得树脂板上料的位置准确,另一方面可以直接与外部传输设备连接,实现自动上料,节省人力,提高了工作效率。本申请中实现了自动点胶、自动将树脂板和料座粘接在一起,代替了人工操作,降低了人工成本。本申请中设置多个纵向移动组件一次可以上料多个弹夹,减少上料的次数,节省时间。本申请使用海绵吸盘吸树脂板在压到树脂板后可以继续行进一段距离,使得吸盘与树脂板吸的更牢固。本申请中的纠正组件能够有效的防止树脂板与料座粘接偏位。
技术特征:
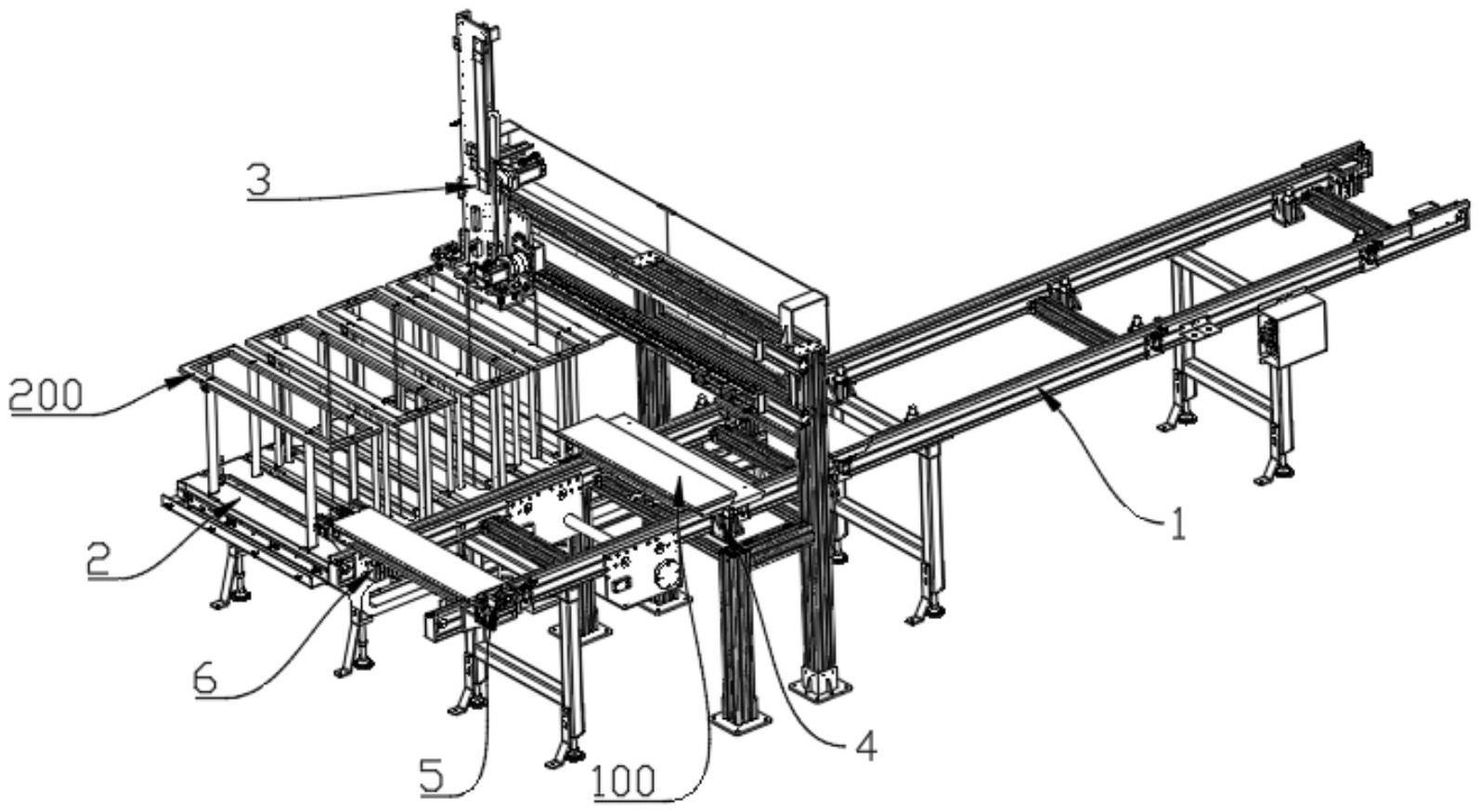
1.树脂板粘接于料座上的机构,包括传输组件(1),其特征在于:所述传输组件(1)的一侧设置有树脂板上料组件(2),所述传输组件(1)的上方设置有用于将树脂板上料组件(2)上的树脂板搬运到料座上的搬运组件(3),所述传输组件(1)上位于搬运组件(3)的下方设置有用于顶升料座的第一顶升组件(4),所述传输组件(1)的首端设置有点胶组件;
2.根据权利要求1所述的树脂板粘接于料座上的机构,其特征在于:所述纵向移动组件(21)设置有多组,多组所述纵向移动组件(21)固定在同一个固定板上;各组所述纵向移动组件(21)包括固定框(211),所述固定框(211)上转动连接有多个滚筒(212)。
3.根据权利要求2所述的树脂板粘接于料座上的机构,其特征在于:所述纵向移动组件(21)的末端设置有用于检测是否有弹夹的第一传感器(213)。
4.根据权利要求2所述的树脂板粘接于料座上的机构,其特征在于:所述固定板上位于纵向移动组件(21)的首端设置有阻挡气缸(214)。
5.根据权利要求2所述的树脂板粘接于料座上的机构,其特征在于:所述固定板上位于纵向移动组件处设置有用于检测弹夹上是否有树脂板的第二传感器(215)。
6.根据权利要求1所述的树脂板粘接于料座上的机构,其特征在于:所述搬运组件(3)包括海绵吸盘(31),所述海绵吸盘(31)的一侧设置有用于固定海绵吸盘(31)的固定座(32),所述固定座(32)的一侧设置有用于驱动海绵吸盘(31)上下移动和左右移动的伺服模组(33)。
7.根据权利要求6所述的树脂板粘接于料座上的机构,其特征在于:所述固定座(32)上固定连接有导向套(34),所述海绵吸盘(31)上设置有导向柱(35),所述导向柱(35)设置在导向套(34)内且沿着导向套(34)上下滑动,所述导向柱(35)的外表面位于导向套(34)和海绵吸盘(31)之间设置有弹簧(36);所述导向柱(35)的上端面上固定连接有限位板(37),所述固定座(32)上位于限位板(37)的一侧设置有用于检测限位板(37)是否移动到指定位置的第三传感器(38)。
8.根据权利要求1所述的树脂板粘接于料座上的机构,其特征在于:所述第一顶升组件(4)包括对称设置的顶升气缸(41)。
9.根据权利要求1所述的树脂板粘接于料座上的机构,其特征在于:所述传输组件(1)的末端设置有用于纠正树脂板位置的纠正组件(5),所述纠正组件(5)的下方设置有第二顶升组件(6)。
10.根据权利要求9所述的树脂板粘接于料座上的机构,其特征在于:所述纠正组件(5)包括对称设置在传输组件(1)两侧的连接板(51),各个所述连接板(51)上固定连接有夹紧气缸(52),所述夹紧气缸(52)的两个驱动端上均固定连接有夹紧板(53),所述夹紧气缸(52)上设置有顶紧气缸(54)。
技术总结
本技术公开了一种树脂板粘接于料座上的机构,涉及树脂板加工领域,包括传输组件,所述传输组件的一侧设置有树脂板上料组件。所述传输组件的上方设置有搬运组件,所述传输组件上位于搬运组件的下方设置有第一顶升组件,所述传输组件的首端设置有点胶组件,所述树脂板上料组件包括纵向移动组件,所述纵向移动组件的下方设置有横向移动组件,本申请中使用纵向驱动组件和横向驱动组件驱动弹夹上料,一方面弹夹移动的位置准确,使得树脂板上料的位置准确,另一方面可以直接与外部传输设备连接,实现自动上料,节省人力,提高了工作效率。本申请中实现了自动点胶、自动将树脂板和料座粘接在一起,代替了人工操作,降低了人工成本。
技术研发人员:沈皓然,张海龙
受保护的技术使用者:苏州领瑞源智能科技有限公司
技术研发日:20230309
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!