一种圆柱滚子轴承全自动装配机的制作方法
本技术属于轴承,更具体地说,特别涉及一种圆柱滚子轴承全自动装配机。
背景技术:
1、圆柱滚子轴承内部结构采用滚子呈平行排列,滚子之间装有间隔保持器或者隔离块,可以防止滚子的倾斜或滚子之间相互摩擦,有效防止了旋转扭矩的增加,圆柱滚子轴承加工时需要进行装配。
2、如申请号为:cn201921679934.7的专利中,公开了一种装配圆柱滚子轴承的省力装置,包括底板、固定在底板上并沿竖直方向延伸的导向板、套接在导向板上的滑筒以及固定在滑筒上并沿水平方向延伸的横板;还包括在解锁时带动滑筒沿导向板的长度方向移动、在锁紧时能将滑筒固定在导向板上的卡扣机构,横板上设置有与横板为螺纹连接并用于挤压圆柱滚子的挤压机构;本实用新型通过卡扣机构调节滑筒和挤压机构的位置,不但能快速定位高度,节省时间,提高工作效率,而且能保证滑筒到位后的位置固定;通过螺纹方式驱动挤压机构挤压轴承外圈上的圆柱滚子,这里螺纹传动力度更大,更省力,对于大一些的轴承,特别适用。
3、基于上述,本发明人发现,目前圆柱滚子轴承,大多需要工人手动装配,劳动强度较大,且不能对圆柱滚子轴承起到定位作用,导致圆柱滚子轴承装配时容易发生移动,降低了装配效果。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种圆柱滚子轴承全自动装配机,以解决现有大多需要工人手动装配,圆柱滚子轴承装配时容易发生移动的问题。
2、本实用新型圆柱滚子轴承全自动装配机的目的与功效,由以下具体技术手段所达成:
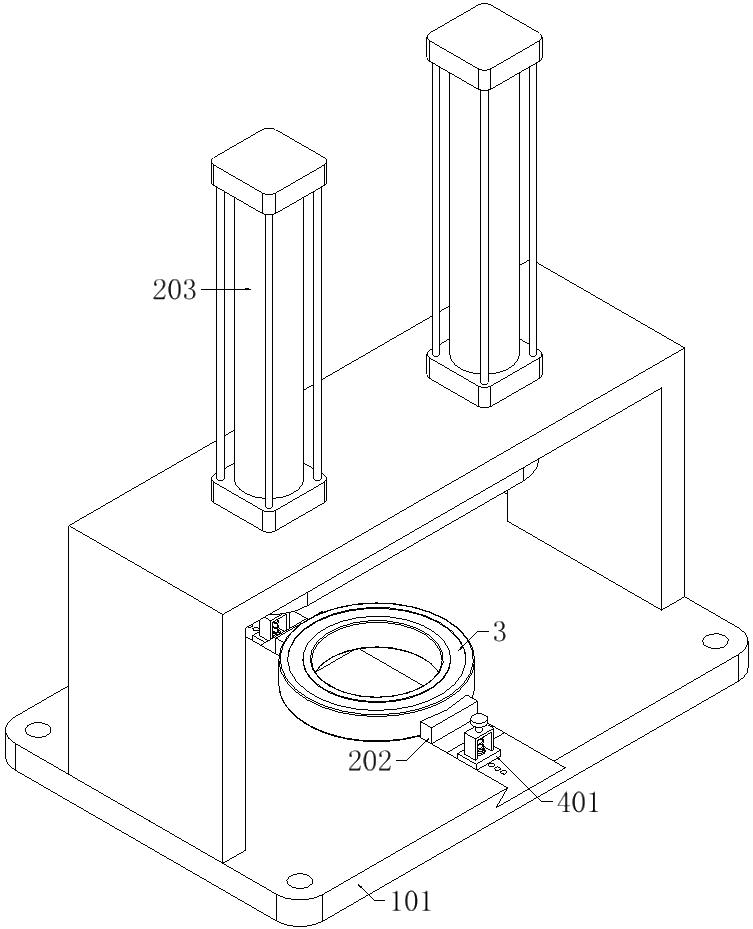
3、一种圆柱滚子轴承全自动装配机,包括装配组件、定位组件、圆柱滚子轴承主体和防移组件;其特征在于:所述定位组件共设有两组,且两组定位组件安装在装配组件的顶部;所述圆柱滚子轴承主体设置在装配组件的顶部,且圆柱滚子轴承主体位于两组定位组件之间;所述防移组件共设有两组,且两组防移组件安装在两组定位组件的外侧;
4、所述装配组件包括:支撑底板、定位凹槽a、固定通孔和u型装配架;所述支撑底板的顶部设置有两排定位凹槽a,且支撑底板的拐角处设置有固定通孔;所述u型装配架固定安装在支撑底板的顶部。
5、进一步的,所述防移组件包括:安装板和u型定位架;所述安装板固定安装在燕尾活动块的外侧;所述u型定位架固定安装在安装板的顶部。
6、进一步的,所述装配组件还包括:液压缸和装配平板;所述液压缸共设有两个,且两个液压缸固定安装在u型装配架的顶部;所述装配平板固定安装在两个液压缸的底部。
7、进一步的,所述防移组件还包括:防移插销和限位卡环;所述防移插销滑动安装在安装板和u型定位架的内部,且防移插销的底部设置有倒角,并且防移插销插入在定位凹槽a中;所述限位卡环固定安装在防移插销的外壁。
8、进一步的,所述定位组件包括:燕尾活动块、定位卡块和防移凹槽b;所述燕尾活动块滑动安装在支撑底板的内部;所述定位卡块固定安装在燕尾活动块的顶部,且定位卡块的内侧设置有防移凹槽b。
9、进一步的,所述防移组件还包括:复位弹簧;所述复位弹簧安装在防移插销的外部,且复位弹簧位于u型定位架和限位卡环之间。
10、与现有技术相比,本实用新型具有如下有益效果:
11、1、该圆柱滚子轴承全自动装配机,因支撑底板的拐角处设置有固定通孔,从而方便安装人员通过螺栓固定本机器,使得本机器安装后更加稳定,又因两个液压缸固定安装在u型装配架的顶部,且装配平板固定安装在两个液压缸的底部,进而当两个液压缸工作时,装配平板向下移动,实现了圆柱滚子轴承主体的自动装配。
12、2、该圆柱滚子轴承全自动装配机,因定位卡块固定安装在燕尾活动块的顶部,且定位卡块的内侧设置有防移凹槽b,从而对圆柱滚子轴承主体起到了定位作用,避免了圆柱滚子轴承主体发生移动,又因防移插销滑动安装在安装板和u型定位架的内部,且防移插销插入在定位凹槽a中,进而对燕尾活动块起到了限位作用,避免了燕尾活动块调整后发生移动,两排定位凹槽a的设置,方便工作人员适当调整两个定位卡块的位置,便于装配不同大小的圆柱滚子轴承主体。
技术特征:
1.一种圆柱滚子轴承全自动装配机,包括装配组件(1)、定位组件(2)、圆柱滚子轴承主体(3)和防移组件(4);其特征在于:所述定位组件(2)共设有两组,且两组定位组件(2)安装在装配组件(1)的顶部;所述圆柱滚子轴承主体(3)设置在装配组件(1)的顶部,且圆柱滚子轴承主体(3)位于两组定位组件(2)之间;所述防移组件(4)共设有两组,且两组防移组件(4)安装在两组定位组件(2)的外侧;
2.根据权利要求1所述的一种圆柱滚子轴承全自动装配机,其特征在于:所述装配组件(1)还包括:液压缸(103)和装配平板(104);所述液压缸(103)共设有两个,且两个液压缸(103)固定安装在u型装配架(102)的顶部;所述装配平板(104)固定安装在两个液压缸(103)的底部。
3.根据权利要求1所述的一种圆柱滚子轴承全自动装配机,其特征在于:所述定位组件(2)包括:燕尾活动块(201)、定位卡块(202)和防移凹槽b(2021);所述燕尾活动块(201)滑动安装在支撑底板(101)的内部;所述定位卡块(202)固定安装在燕尾活动块(201)的顶部,且定位卡块(202)的内侧设置有防移凹槽b(2021)。
4.根据权利要求3所述的一种圆柱滚子轴承全自动装配机,其特征在于:所述防移组件(4)包括:安装板(401)和u型定位架(402);所述安装板(401)固定安装在燕尾活动块(201)的外侧;所述u型定位架(402)固定安装在安装板(401)的顶部。
5.根据权利要求4所述的一种圆柱滚子轴承全自动装配机,其特征在于:所述防移组件(4)还包括:防移插销(403)和限位卡环(404);所述防移插销(403)滑动安装在安装板(401)和u型定位架(402)的内部,且防移插销(403)的底部设置有倒角,并且防移插销(403)插入在定位凹槽a(1011)中;所述限位卡环(404)固定安装在防移插销(403)的外壁。
6.根据权利要求5所述的一种圆柱滚子轴承全自动装配机,其特征在于:所述防移组件(4)还包括:复位弹簧(405);所述复位弹簧(405)安装在防移插销(403)的外部,且复位弹簧(405)位于u型定位架(402)和限位卡环(404)之间。
技术总结
本技术提供一种圆柱滚子轴承全自动装配机,涉及轴承技术领域,以解决现有大多需要工人手动装配,圆柱滚子轴承装配时容易发生移动的问题,包括装配组件;所述定位组件共设有两组,且两组定位组件安装在装配组件的顶部;所述圆柱滚子轴承主体设置在装配组件的顶部,且圆柱滚子轴承主体位于两组定位组件之间;所述防移组件共设有两组,且两组防移组件安装在两组定位组件的外侧;所述U型装配架固定安装在支撑底板的顶部;该圆柱滚子轴承全自动装配机,因定位卡块固定安装在燕尾活动块的顶部,且定位卡块的内侧设置有防移凹槽B,从而对圆柱滚子轴承主体起到了定位作用,避免了圆柱滚子轴承主体发生移动。
技术研发人员:张耘赫,国兰周,矫桂荣
受保护的技术使用者:山东瑞新轴承制造有限公司
技术研发日:20230802
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!