一种冲压行星支架及减速器的制作方法
本技术涉及减速器领域,特别是涉及一种冲压行星支架及减速器。
背景技术:
1、 行星支架为行星结构减速器中重要零件之一,用于安装行星式行星齿轮用,使多个行星齿轮在于太阳齿固定距离排布,围绕太阳齿轮做公转运动并与太阳齿轮啮合自转。目前微型行星减速器多采用全机加工、金属粉末冶金成型、金属注塑成型、塑料注塑成型等制作。此时,机加工行星支架成本高,且加工过程中需要大量切削液,处理不当易影响生产环境 ;金属粉末冶金成型成本中等,精度差且强度低,且存在粉尘污染风险;金属注塑成型成本中等,但目前只有少部分企业能做到高精度;塑料注塑成型,仅用于低强度要求。同时,行星支架在输出时,需要连接多个齿轮,在针对不同型号的产品时,齿轮的尺寸可能不同,这样需要在行星支架不同的位置设置销轴,这样对于产品生产来说,需要提供更多的行星支架型号,从而增加企业的生产成本。
技术实现思路
1、基于此,有必要针对现有技术中的问题,提供一种冲压行星支架及减速器。
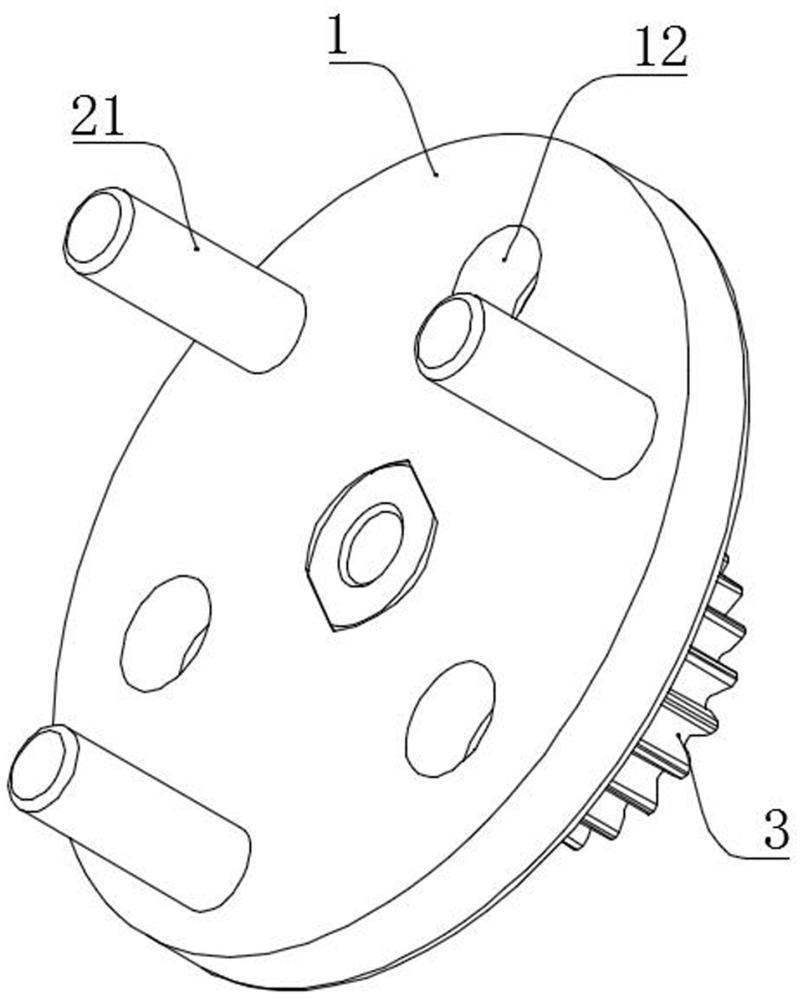
2、一种冲压行星支架,其特征在于,包括支架主体,所述支架主体的中部位置设有固定孔,所述固定孔位置固定有连接件,所述支架主体固定孔外侧设有销轴结构,所述销轴结构包括支架主体设有的第一销轴孔和第二销轴孔,所述销轴孔,所述第一销轴孔和第二销轴孔的中心距离固定孔中心距离不同,所述销轴结构还包括固定在第一销轴孔位置的第一销轴或第二销轴孔位置第二销轴。
3、在其中一个实施例中,所述第一销轴和第二销轴设有多个,交替分布在固定孔的外侧。
4、在其中一个实施例中,所述第一销轴孔和第二销轴孔分别设有3个,相邻第一销轴孔和第二销轴孔之间夹角为60°。
5、在其中一个实施例中,所述第一销轴和第二销轴均通过过盈配合与第一销轴孔和第二销轴孔固定。
6、在其中一个实施例中,所述连接件为齿轮或轴或凸轮。
7、在其中一个实施例中,所述固定孔为圆形或四边形或齿形槽或花键,所述连接件设有与固定孔适配的圆形轴或四边形轴或齿形条或花键轴。
8、在其中一个实施例中,所述连接件在固定孔位置与支架主体过盈配合固定。
9、在其中一个实施例中,所述支架主体采用冷轧钢板一次冲压成型生产。
10、一种减速器,采用上述冲压行星支架。
11、上述冲压行星支架,此时,设有与固定孔不同距离的第一销轴孔和第二销轴孔,可以根据实际的需求来固定第一销轴或第二销轴,这样,在生产的过程中,只需要生产同一种规格的支架主体,将第一销轴或第二销轴插入固定在对应的第一销轴孔或第二销轴孔中,就可以得到距离固定孔中心的“销轴”,从而适应不同尺寸的齿轮,进而适应不同型号的减速器,可以减少生产过程中涉及到的模具等工具,从而降低生产成本,提高企业效益。
技术特征:
1.一种冲压行星支架,其特征在于,包括支架主体,所述支架主体的中部位置设有固定孔,所述固定孔位置固定有连接件,所述支架主体固定孔外侧设有销轴结构,所述销轴结构包括支架主体设有的第一销轴孔和第二销轴孔,所述销轴孔,所述第一销轴孔和第二销轴孔的中心距离固定孔中心距离不同,所述销轴结构还包括固定在第一销轴孔位置的第一销轴或第二销轴孔位置第二销轴。
2.根据权利要求1所述的冲压行星支架,其特征在于,所述第一销轴和第二销轴设有多个,交替分布在固定孔的外侧。
3.根据权利要求2所述的冲压行星支架,其特征在于,所述第一销轴孔和第二销轴孔分别设有3个,相邻第一销轴孔和第二销轴孔之间夹角为60°。
4.根据权利要求3所述的冲压行星支架,其特征在于,所述第一销轴和第二销轴均通过过盈配合与第一销轴孔和第二销轴孔固定。
5.根据权利要求1所述的冲压行星支架,其特征在于,所述连接件为齿轮或轴或凸轮。
6.根据权利要求5所述的冲压行星支架,其特征在于,所述固定孔为圆形或四边形或齿形槽或花键,所述连接件设有与固定孔适配的圆形轴或四边形轴或齿形条或花键轴。
7.根据权利要求6所述的冲压行星支架,其特征在于,所述连接件在固定孔位置与支架主体过盈配合固定。
8.根据权利要求1至7中任一项所述的冲压行星支架,其特征在于,所述支架主体采用冷轧钢板一次冲压成型生产。
9.一种减速器,其特征在于,采用权利要求1至8中任一项所述的冲压行星支架。
技术总结
本技术涉及一种冲压行星支架,包括支架主体,所述支架主体的中部位置设有固定孔,固定孔位置固定有连接件,支架主体固定孔外侧设有销轴结构,销轴结构包括支架主体设有的第一销轴孔和第二销轴孔,所述销轴孔,所述第一销轴孔和第二销轴孔的中心距离固定孔中心距离不同,所述销轴结构还包括固定在第一销轴孔位置的第一销轴或第二销轴孔位置第二销轴,在生产的过程中,只需要生产同一种规格的支架主体,将第一销轴或第二销轴插入固定在对应的第一销轴孔或第二销轴孔中,就可以得到距离固定孔中心的“销轴”,从而适应不同尺寸的齿轮,进而适应不同型号的减速器,可以减少生产过程中涉及到的模具等工具,从而降低生产成本,提高企业效益。
技术研发人员:陈旭东,陈景亮,林柱新
受保护的技术使用者:惠州市爱博智控设备有限公司
技术研发日:20231027
技术公布日:2024/6/13
- 还没有人留言评论。精彩留言会获得点赞!