一种航空天线装配用定位销及定位销孔的结构的制作方法
本技术涉及航空设备,特别是一种航空天线装配用定位销及定位销孔的结构。
背景技术:
1、在通信技术日益发展的今天,天线的装配精度要求越来越高,0.01mm的装配误差就有可能使卫星通信信号指标超差。所以对加工精度要求严格的结构件,对其装配精度也提出了更高的要求。对于网络结构件长宽为:440.1±0.1*168.4±0.1的大面积六种结构件叠加装配组成的部件,其中两种结构件中间分别由512个9.6*4.8*3.75(三个均为负公差0.02-0)矩形阵列块组成的网络单元,用来传输信号,其加工精度和装配精度直接影响天线网络信号的传输效率,因此在此种结构中,定位销的设计尤为重要。
2、通常定位销与销孔的设计为过渡配合或过盈配合,定位销孔的结构设计为通孔或盲孔。对于多层结构件的叠加装配,首先需要考虑通孔的结构设计,如果定位销两端露出结构件表面高度难以把控,露出结构件表面过长或过短都会影响下一道工序结构件装配的平整度,造成天线传输信号传输效率低。此种结构设计为了确保定位销准确装配到位,必须通过卡尺精准测量定位销装配每一层结构件后露出的高度;如果采用定位销孔的盲孔设计,孔内产生的气压会反弹定位销,造成定位销装配不到位,同时定位销孔的盲孔设计,会造成定位销拆装困难,不具有可维修性,且拆装过程容易破坏结构件表面的平整度。因此,在多层结构件装配过程中,定位销孔的通孔或者盲孔设计,均会使产品的可生产性和维修性大大降低。
技术实现思路
1、本实用新型的目的在于提供一种生产效率高、装配效果好、可靠性好、容易拆卸的航空天线装配用定位销及定位销孔的结构。
2、实现本实用新型目的的技术解决方案为:一种航空天线装配用定位销及定位销孔的结构,其特征在于,包括定位销和定位销孔;
3、所述定位销,为圆柱形金属结构,用于插入定位销孔,保证航空天线装配的精度;
4、所述定位销孔,为航空天线结构件的台阶式通孔结构,通过将定位销装配到定位销孔最底部的台阶上,使相邻两个结构件准确定位。
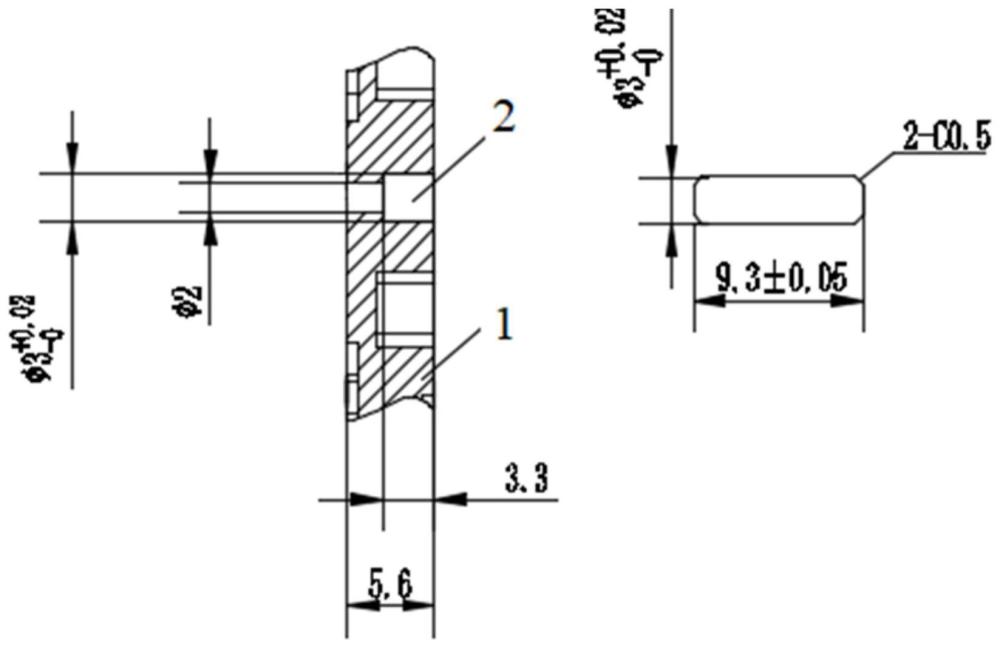
5、进一步地,所述定位销的直径为3+0.02/-0mm,长度为9.3±0.05mm,倒角为0.5mm。
6、进一步地,所述定位销孔,最底部结构件上开有定位销通孔,定位销通孔的直径为2mm,台阶孔的高度为2.2mm;定位销孔的直径为3+0.02/-0mm,贯穿除台阶孔外剩余的结构件部分。
7、进一步地,所述的航空天线结构件为7075铝合金,硬度为150hb。
8、进一步地,所述定位销为1cr18ni9ti不锈钢材料,硬度为187hb。
9、进一步地,所述定位销孔的加工过程为:首先在结构件上铣一个通孔,在底部留出一个2.2mm台阶,然后铣掉定位销直径的孔。
10、进一步地,所述定位销孔采用通孔结构设计,在将定位销装配到最底部为台阶孔的结构件上时,从结构件底部可以直接观测定位销是否装配到位,减少了测量的工序。
11、进一步地,所述定位销孔底部采用通孔设计,在安装定位销时不会在定位销孔内产生气压,反弹定位销,保证了多层结构件装配的精度。
12、进一步地,所述定位销孔底部采用通孔设计,当需要对多层结构件进行拆除时,可以通过台阶式通孔底部的通孔,直接推出定位销。
13、本实用新型与现有技术相比,其显著优点为:(1)采用定位销孔的台阶式通孔设计,通过通气孔直接就能看到定位销底部是否装配到位,提高了装配效率和装配精确度,提高了生产效率;(2)定位销孔底部采用通孔设计,避免盲孔设计气体无法排出,滞留的气压反弹定位销,增加定位销装配的稳定性,提高了产品的可靠性;(3)进行拆除时,可以通过台阶式通孔底部的通孔,直接推出定位销,便于拆卸和维修。
技术特征:
1.一种航空天线装配用定位销及定位销孔的结构,其特征在于,包括定位销(1)和定位销孔(2);
2.根据权利要求1所述的航空天线装配用定位销及定位销孔的结构,其特征在于,所述定位销(1)的直径为3+0.02/-0mm,长度为9.3±0.05mm,倒角为0.5mm。
3.根据权利要求1所述的航空天线装配用定位销及定位销孔的结构,其特征在于,所述定位销孔(2),最底部结构件上开有定位销(1)通孔,定位销(1)通孔的直径为2mm,台阶孔的高度为2.2mm;定位销孔(2)的直径为3+0.02/-0mm,贯穿除台阶孔外剩余的结构件部分。
4.根据权利要求1所述的航空天线装配用定位销及定位销孔的结构,其特征在于,所述的航空天线结构件为7075铝合金,硬度为150hb。
5.根据权利要求1所述的航空天线装配用定位销及定位销孔的结构,其特征在于,所述定位销(1)为1cr18ni9ti不锈钢材料,硬度为187hb。
6.根据权利要求1所述的航空天线装配用定位销及定位销孔的结构,其特征在于,所述定位销孔(2)的加工过程为:首先在结构件上铣一个通孔,在底部留出一个2.2mm台阶,然后铣掉定位销(1)直径的孔。
7.根据权利要求1所述的航空天线装配用定位销及定位销孔的结构,其特征在于,所述定位销孔(2)采用通孔结构设计,在将定位销(1)装配到最底部为台阶孔的结构件上时,从结构件底部直接观测定位销(1)是否装配到位。
8.根据权利要求1所述的航空天线装配用定位销及定位销孔的结构,其特征在于,所述定位销孔(2)底部采用通孔设计,在安装定位销(1)时不会在定位销孔(2)内产生气压,反弹定位销(1)。
9.根据权利要求1所述的航空天线装配用定位销及定位销孔的结构,其特征在于,所述定位销孔(2)底部采用通孔设计,当需要对多层结构件进行拆除时,通过台阶式通孔底部的通孔,直接推出定位销(1)。
技术总结
本技术公开了一种航空天线装配用定位销及定位销孔的结构,包括定位销和定位销孔,其中为定位销圆柱形金属结构,用于插入定位销孔,保证航空天线装配的精度;定位销孔,为航空天线结构件的台阶式通孔结构,通过将定位销装配到定位销孔最底部的台阶上,使相邻两个结构件准确定位,并且在将定位销装配到最底部为台阶孔的结构件上时,从结构件底部可以直接观测定位销是否装配到位。本技术提高了航空天线装配效率和装配精确度,提高了生产效率,提高了产品的可靠性,便于拆卸和维修。
技术研发人员:付佐红,程驰青,董高彬,傅祥
受保护的技术使用者:南京熊猫汉达科技有限公司
技术研发日:20231027
技术公布日:2024/6/20
- 还没有人留言评论。精彩留言会获得点赞!